
Enhancing Mechanical and Corrosion Properties of AISI 420 with Titanium-Nitride Reinforcement through High-Power-Density Selective Laser Melting Using Two-Stage Mixed TiN/AISI 420 Powder

 , , , , and
, , , , and
Abstract
:
1. Introduction
2. Experimental
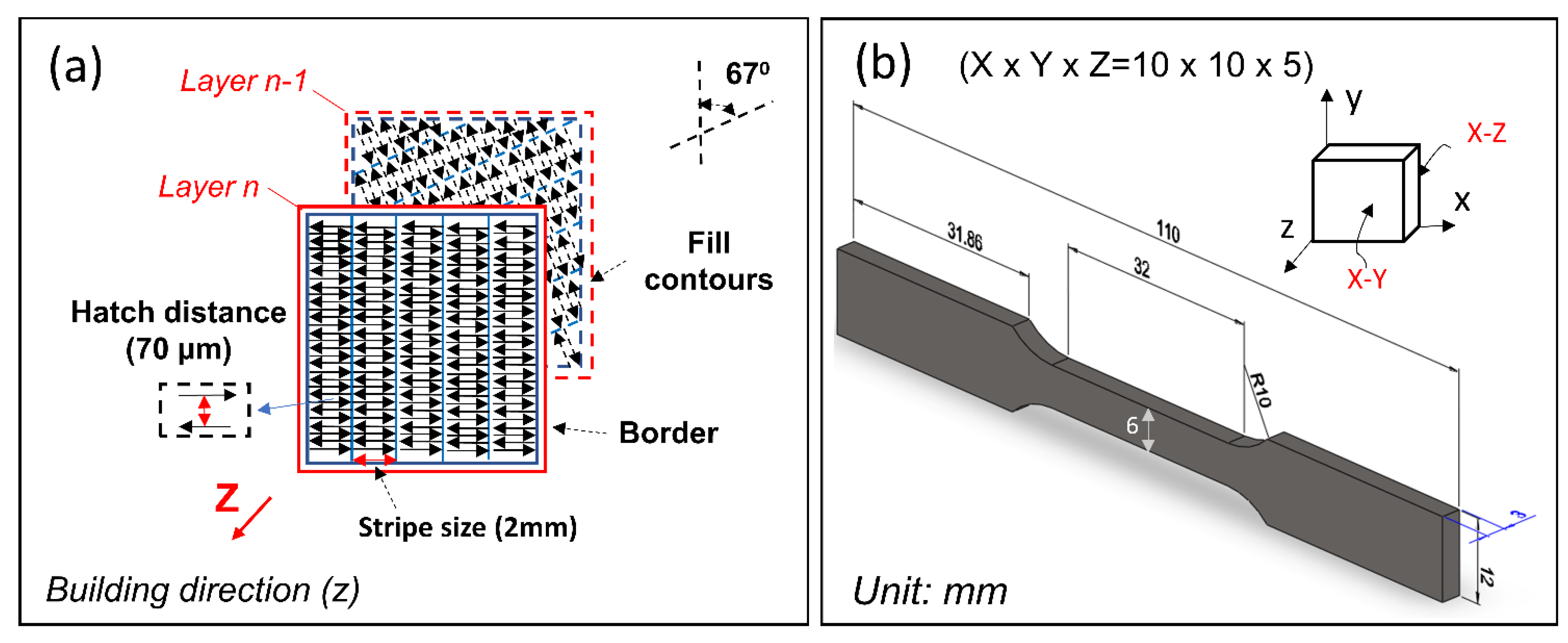
2.1. Powder Preparation and Selective Laser Melting
2.2. Physical Properties and Microstructure
2.3. Characterizing Mechanical and Corrosion Properties
3. Results and Discussion
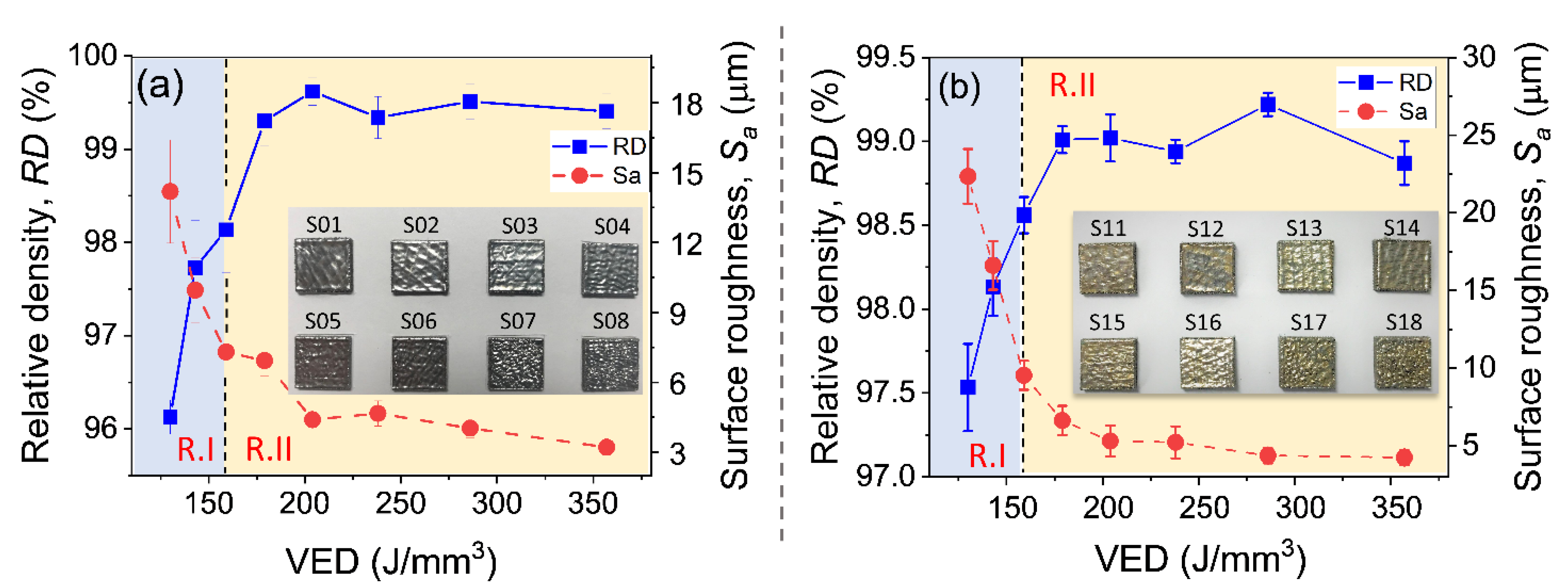
3.1. Correlation of Relative Density and Surface Roughness
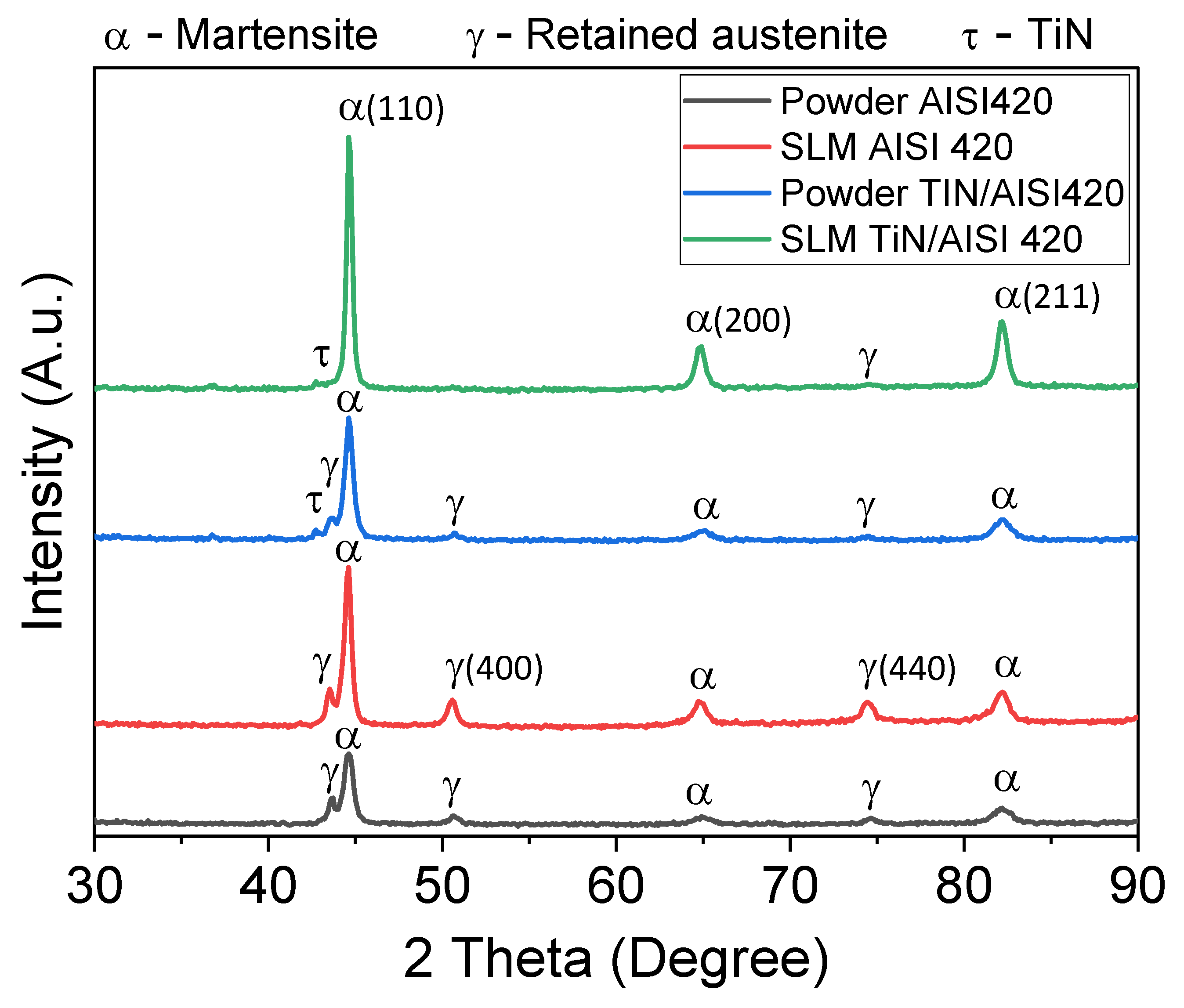
3.2. Morphology and Phase Composition
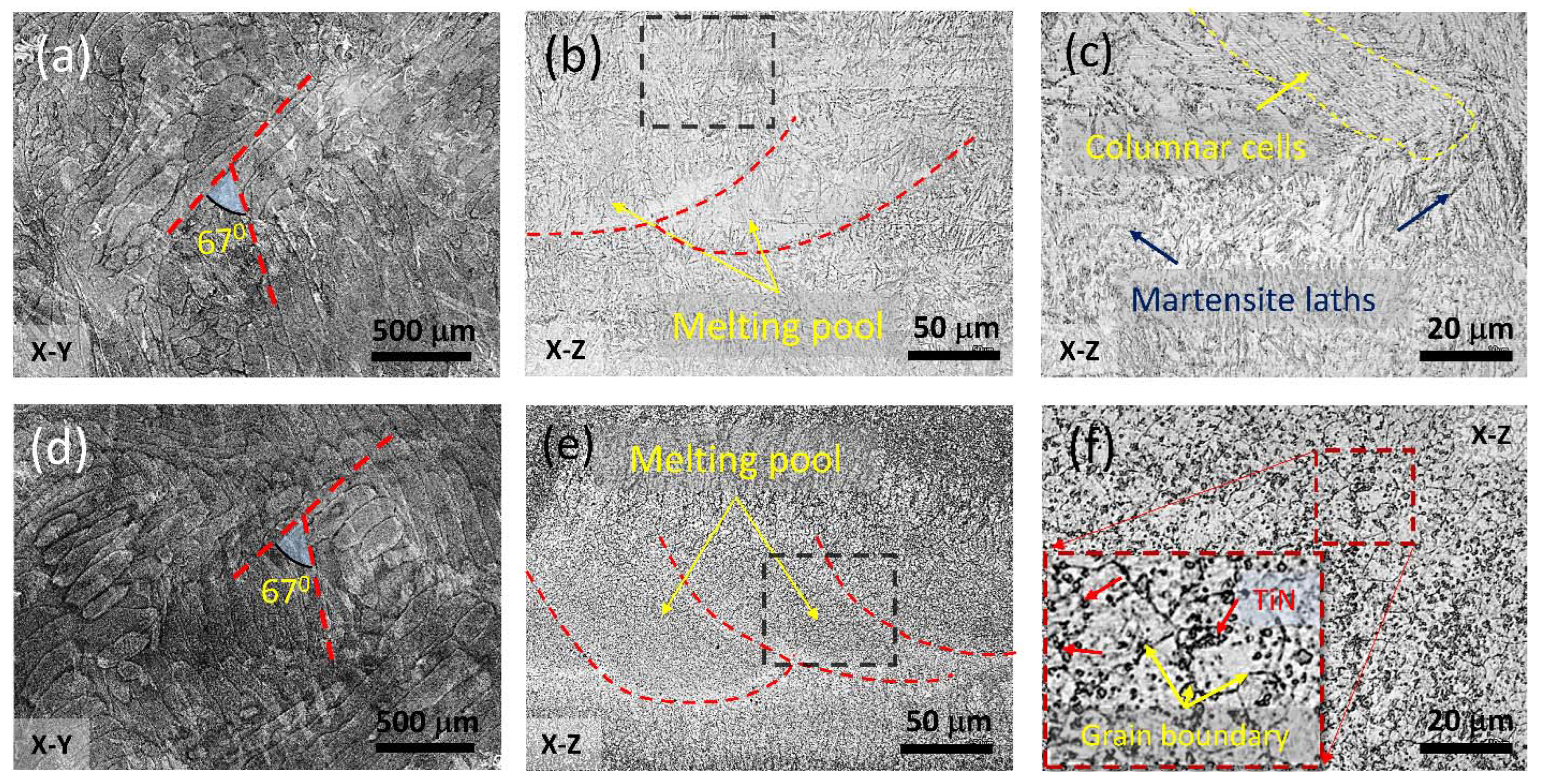
3.3. Microstructures of SLM Samples
3.4. Mechanical Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Works | Yield Strength (Mpa) | Tensile Strength (MPa) | Elongation, (%) | Hardness, (HV) |
|---|---|---|---|---|
| Wrought 420 [36] | 1482 | 1724 | 8 | ~550 (52 HRC) |
| MIM 420 [7,35] | 622 ± 15 | 775 ± 30 | 1.2 ± 0.3 | 48 ± 2 (HRC) |
| SLM AISI 420 [7] | 700 ± 15 | 1050 ± 25 | 2.5 ± 0.2 | ~600 (55 ± 1 HRC) |
| SLM AISI 420 [This study] | 725 ± 5 | 1270 ± 30 | 3.82 ± 0.3 | 635 ± 15 |
| SLM TiN/AISI 420 [21] | N.A. | N.A. | N.A. | ~630 (56.7 HRC) |
| SLM TiN/AISI 420 [This study] | 1260 ± 5 | 1482 ± 30 | 2.72 ± 0.4 | 735 ± 25 |
3.5. Corrosion Characterizations
4. Conclusions
- The two-stage mixing method demonstrated that the finer TiN particles were able to be evenly coated on the surfaces of the AISI 420 powder, while the larger TiN particles were uniformly dispersed throughout the AISI 420 powder.
- The surface roughness (Sa) and relative density (RD) of the SLM AISI 420 and TiN/AISI 420 specimens were dependent on the processing VED. The surface roughness decreased with an increase in VED. At the VED of 360 J/mm3, the Sa of SLM AISI 420 and TiN/AISI 420 specimens were at 3.2 µm and 4.2 µm, respectively. The stability of the melting pool under higher VED was the reason for the low surface roughness.
- The highest RDs of the SLM AISI 420 and TiN/AISI composite were 99.62% and 99.22%, respectively, and occurred at the VEDs of 205 and 285 J/mm3, respectively. The SLM process generated no significant defects if appropriate laser processing VED and scanning strategy were employed. As a result, a near-full-density SLM workpiece was able to be obtainable.
- SLM AISI 420 samples had martensite and retained austenite as the main phases, while SLM TiN/AISI 420 had TiN, martensite, and retained austenite as the main phases. A ring-like structure of micrograins was formed by retained austenite in the grain boundary and submicron martensite lath in the grain, leading to high performance in hardness and corrosion resistance.
- TiN particles dispersed uniformly into the AISI 420 matrix, acting as a reinforced phase and as a nuclear site for finer grain formation at a VED of 285 J/mm3. As a result, a hardness up to 735 HV was obtained, which was higher than any available reported results.
- The corrosion test demonstrated that corrosion occurred inside the micrograin of SLM AISI 420 stainless steel, whereas it happened mainly along the grain boundary for SLM TiN/AISI 420 composite due to differences in their resulting microstructures. The SLM TiN/AISI 420 composite exhibited good corrosion resistance in 3.5 wt.% NaCl and 6 wt.% FeCl3 solutions compared to the SLM AISI 420.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Moon, A.P.; Dwarapudi, S.; Sista, K.S.; Kumar, D.; Sinha, G.R. Opportunity and Challenges of Iron Powders for Metal Injection Molding. ISIJ Int. 2021, 61, 2015–2033. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Auyeyng, R.C.Y.; Maldacchini, T.; Brandt, M.; Bruckner, F.; Charipar, N.; Chichkov, B.; Deiwick, A.; Easton, M.; Emmelmann, C.; Friel, R.J.; et al. Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Elsevier: Edinburgh, UK, 2017; pp. 1–17. [Google Scholar]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Shen, L.C.; Yang, X.H.; Ho, J.R.; Tung, P.C.; Lin, C.K. Effects of Build Direction on the Mechanical Properties of a Martensitic Stainless Steel Fabricated by Selective Laser Melting. Materials 2020, 13, 5142. [Google Scholar] [CrossRef]
- Zhao, X.; Wei, Q.; Song, B.; Liu, Y.; Luo, X.; Wen, S.; Shi, Y. Fabrication and characterization of AISI 420 stainless steel using selective laser melting. Mater. Manuf. Process. 2015, 30, 1283–1289. [Google Scholar] [CrossRef]
- Nath, S.D.; Irrinki, H.; Gupta, G.; Kearns, M.; Gulsoy, O.; Atre, S. Microstructure-property relationships of 420 stainless steel fabricated by laser-powder bed fusion. Powder Technol. 2019, 343, 738–746. [Google Scholar] [CrossRef]
- Saeidi, K.; Zapata, D.L.; Lofaj, F.; Kvetkova, L.; Olsen, J.; Shen, Z.; Akhtar, F. Ultra-high strength martensitic 420 stainless steel with high ductility. Addit. Manuf. 2019, 29, 100803. [Google Scholar] [CrossRef]
- Liverani, E.; Fortunato, A. Additive manufacturing of AISI 420 stainless steel: Process validation, defect analysis and mechanical characterization in different process and post-process conditions. Int. J. Adv. Manuf. Technol. 2021, 117, 809–821. [Google Scholar] [CrossRef]
- Wen, S.; Hu, H.; Zhou, Y.; Chen, Z.; Wei, Q.; Shi, Y. Enhanced hardness and wear property of S136 mould steel with nano-TiB2 composites fabricated by selective laser melting method. Appl. Surf. Sci. 2018, 457, 11–20. [Google Scholar] [CrossRef]
- SAE International. Composite Materials Handbook (CMH-17-4B); Metal Matrix Composites; SAE International: Warrendale, PA, USA, 2013; Volume 4. [Google Scholar]
- Song, B.; Dong, S.; Coddet, P.; Zhou, G.; Ouyang, S.; Liao, H.; Coddet, C. Microstructure and tensile behavior of hybrid nano-micro SiC reinforced iron matrix composites produced by selective laser melting. J. Alloys Compd. 2013, 579, 415–421. [Google Scholar] [CrossRef]
- Hu, H.; Wen, S.; Duan, L.; Wang, C.; Chen, K.; Wei, Q.; Zhou, Y.; Shi, Y. Enhanced corrosion behavior of selective laser melting S136 mould steel reinforced with nano-TiB2. Opt. Lasers Technol. 2019, 119, 105588. [Google Scholar] [CrossRef]
- Liu, Y.; Tang, M.; Hu, Q.; Zhang, Y.; Zhang, L. Densification behavior, microstructural evolution, and mechanical properties of TiC/AISI420 stainless steel composites fabricated by selective laser melting. Mater. Des. 2020, 187, 108381. [Google Scholar] [CrossRef]
- Golyshev, A.; Malikov, A.; Orishich, A.; Gulov, M.; Ancharov, A. The effect of using repetitively pulsed laser radiation in selective laser melting when creating a metal-matrix composite Ti-6Al-4V–B4C. Int. J. Adv. Manuf. Technol. 2021, 117, 1891–1904. [Google Scholar] [CrossRef]
- Abolhasani, D.; Hossein Seyedkashi, S.M.; Hwang, T.W.; Moon, Y.H. Selective laser melting of AISI 304 stainless steel composites reinforced by Al2O3 and eutectic mixture of Al2O3–ZrO2 powders. Mater. Sci. Eng. A 2019, 763, 138161. [Google Scholar] [CrossRef]
- Gao, C.; Liu, Z.; Xiao, Z.; Zhang, W.; Wong, K.; Akbarzadeh, A.H. Effect of heat treatment on SLM-fabricated TiN/AlSi10Mg composites: Microstructural evolution and mechanical properties. J. Alloys Compd. 2021, 853, 156722. [Google Scholar] [CrossRef]
- Tanprayoon, D.; Srisawadi, S.; Sato, Y.; Tsukamoto, M.; Suga, T. Microstructure and hardness response of novel 316L stainless steel composite with TiN addition fabricated by SLM. Opt. Laser Technol. 2020, 129, 106238. [Google Scholar] [CrossRef]
- Li, B.; Zhang, L.; Xu, Y.; Liu, Z.; Qian, B.; Xuan, F. Selective laser melting of CoCrFeNiMn high entropy alloy powder modified with nano-TiN particles for additive manufacturing and strength enhancement: Process, particle behavior and effects. Powder Technol. 2020, 360, 509–521. [Google Scholar] [CrossRef]
- Ozsoy, A.; Aydogan, E.; Dericioglu, A.F. Selective laser melting of Nano-TiN reinforced 17-4 PH stainless steel: Densification, microstructure and mechanical properties. Mater. Sci. Eng. A 2022, 836, 142574. [Google Scholar] [CrossRef]
- Zhao, X.; Wei, Q.S.; Gao, N.; Zheng, E.L.; Shi, Y.S.; Yang, S.F. Rapid fabrication of TiN/AISI 420 stainless steel composite by selective laser melting additive manufacturing. J. Mater. Process. Technol. 2019, 270, 8–19. [Google Scholar] [CrossRef]
- Hu, Z.; Guan, K.; Qian, Z.; Dong, J.; Wu, J.; Ma, Z. Simultaneous enhancement of strength and ductility in selective laser melting manufactured 316L alloy by employing Y2O3 coated spherical powder as precursor. J. Alloys Compd. 2022, 899, 163262. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Borkar, T.; Yang, J.-M. Densification behavior, microstructural evolution, and mechanical properties of TiC/316L stainless steel nanocomposites fabricated by selective laser melting. Mater. Des. 2018, 138, 119–128. [Google Scholar] [CrossRef]
- ASTM B962; Standard Test Method for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes’ Principle. ASTM International: West Conshohocken, PA, USA, 2017.
- Agrawal, A.K.; Thoma, D.J. High-throughput surface characterization to identify porosity defects in additively manufactured 316L stainless steel. Addit. Manuf. Lett. 2022, 3, 100093. [Google Scholar] [CrossRef]
- Valkonen, E.; Ribbing, C.G.; Sundgren, J.E. Optical constants of thin TiN films: Thickness and preparation effects. Appl. Opt. 1986, 25, 3624–3630. [Google Scholar] [CrossRef] [PubMed]
- Boley, C.D.; Khairallah, S.A.; Rubenchik, A.M. Calculation of laser absorption by metal powders in additive manufacturing. Appl. Opt. 2015, 54, 2477–2482. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Zhong, M.; Beuth, J.; Webler, B. A study of microstructure and cracking behavior of H13 tool steel produced by laser powder bed fusion using single-tracks, multi-track pads, and 3D cubes. J. Mater. Process. Technol. 2020, 286, 116802. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Janaki Ram, G.D.; Starr, T.; Stucker, B. Influence of defects on mechanical properties of Ti–6Al–4V components produced by selective laser melting and electron beam melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Takata, N.; Nishida, R.; Suzuki, A.; Kobashi, M.; Kato, M. Crystallographic Features of Microstructure in Maraging Steel Fabricated by Selective Laser Melting. Metals 2018, 8, 440. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Gu, D.; Dai, D.; Ma, C.; Xia, M. Microstructure and composition homogeneity, tensile property, and underlying thermal physical mechanism of selective laser melting tool steel parts. Mater. Sci. Eng. A 2017, 682, 279–289. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Yadroitsava, I.; Fredriksson, G.; Yadroitsev, I. In situ heat treatment in selective laser melted martensitic AISI 420 stainless steels. Mater. Des. 2015, 87, 380–385. [Google Scholar] [CrossRef]
- Yang, X.H.; Jiang, C.M.; Ho, J.R.; Tung, P.C.; Lin, C.K. Effects of Laser Spot Size on the Mechanical Properties of AISI 420 Stainless Steel Fabricated by Selective Laser Melting. Materials 2021, 14, 4593. [Google Scholar] [CrossRef]
- Lu, S.-Y.; Yao, K.-F.; Chen, Y.-B.; Wang, M.-H.; Chen, N.; Ge, X.-Y. Effect of quenching and partitioning on the microstructure evolution and electrochemical properties of a martensitic stainless steel. Corros. Sci. 2016, 103, 95–104. [Google Scholar] [CrossRef]
- Coleman, A.J.; Murray, K.; Kearns, M.A.; Tingskog, T.A.; Sanford, B.; Gonzalez, E. In Properties of MIM AISI 420 via Pre-alloyed and Master Alloy Routes. Int. Conf. Powder. Metal. Part. Mater. 2015, 412, 419. [Google Scholar]
- 420 Stainless Steel Properties. AZOM. Available online: https://www.azom.com/article.aspx?ArticleID=972 (accessed on 20 December 2022).
- Kimura, M.; Miyata, Y.; Toyooka, T.Y.; Kitahaba, Y. Effect of retained austenite on corrosion performance for modified 13% Cr steel pipe. Corrosion 2001, 57, 433–439. [Google Scholar] [CrossRef]
- Handoko, W.; Pahlevani, F.; Sahajwalla, V. Effect of retained austenite stability in corrosion mechanism of dual phase high carbon steel. Int. J. Mater. Metal. Eng. 2017, 12, 1–5. [Google Scholar]
- Available online: https://www.ispatguru.com/basic-concepts-of-corrosion-of-iron-and-steel/ (accessed on 20 December 2022).













| Powder | Ti | N | O | C | Ni | Mn | Si | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|
| AISI 420 | - | - | - | 0.33 | 0.06 | 0.34 | 0.49 | 13.09 | Bal. |
| TiN | Bal. | 22.3 | 1.1 | 0.11 | 0.03 | 0.01 | - | - | - |
| SLM Parameters | Value | |||||||
|---|---|---|---|---|---|---|---|---|
| Laser power, P (W) | 250 | |||||||
| Layer thickness, t (mm) | 0.05 | |||||||
| Hatch distance, h (mm) | 0.07 | |||||||
| Scanning speed, v (mm/s) | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 550 |
| Volume energy density, VED (J/mm3) | 360 | 285 | 240 | 205 | 180 | 160 | 145 | 130 |
| Remark AISI 420 samples | S01 | S02 | S03 | S04 | S05 | S06 | S07 | S08 |
| Remark TiN/AISI 420 samples | S11 | S12 | S13 | S14 | S15 | S16 | S17 | S18 |
| Sample | E (V) | i (µA/cm2) | Rp (kΩ.cm2) | CR (µm/year) |
|---|---|---|---|---|
| Wrought [37] | −0.40 ± 0.02 | 2.1 ± 0.1 | 18.7 ± 0.35 | 23 ± 2 |
| SLM AISI 420 [7] | −0.39 ± 0.03 | 2.85 ± 0.4 | 17.1 ± 0.52 | 28 ± 2 |
| SLM AISI 420 (This study) | −0.32 ± 0.01 | 1.25 ± 0.1 | 22.2 ± 1.78 | 13 ± 1 |
| SLM TiN/AISI 420 (This study) | −0.25 ± 0.01 | 1.07 ± 0.1 | 24.9 ± 2.34 | 11 ± 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tran, D.; Lin, C.-K.; Tung, P.-C.; Ho, J.-R.; Jang, J.S.-C.; Lin, J.-C.; Tsao, I.-Y.; Le, T.-L. Enhancing Mechanical and Corrosion Properties of AISI 420 with Titanium-Nitride Reinforcement through High-Power-Density Selective Laser Melting Using Two-Stage Mixed TiN/AISI 420 Powder. Materials 2023, 16, 4198. https://doi.org/10.3390/ma16114198
Tran D, Lin C-K, Tung P-C, Ho J-R, Jang JS-C, Lin J-C, Tsao I-Y, Le T-L. Enhancing Mechanical and Corrosion Properties of AISI 420 with Titanium-Nitride Reinforcement through High-Power-Density Selective Laser Melting Using Two-Stage Mixed TiN/AISI 420 Powder. Materials. 2023; 16(11):4198. https://doi.org/10.3390/ma16114198
Chicago/Turabian StyleTran, Duc, Chih-Kuang Lin, Pi-Cheng Tung, Jeng-Rong Ho, Jason Shian-Ching Jang, Jing-Chie Lin, I-Yu Tsao, and Thanh-Long Le. 2023. "Enhancing Mechanical and Corrosion Properties of AISI 420 with Titanium-Nitride Reinforcement through High-Power-Density Selective Laser Melting Using Two-Stage Mixed TiN/AISI 420 Powder" Materials 16, no. 11: 4198. https://doi.org/10.3390/ma16114198