Professional Documents
Culture Documents
1153 Operator Manual, Rev - 0
Uploaded by
MEDICAL DEVICES Col. SASOriginal Title
Copyright
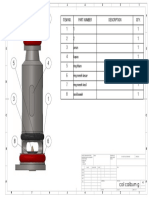
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
1153 Operator Manual, Rev - 0
Uploaded by
MEDICAL DEVICES Col. SASCopyright:
Available Formats
THE SX™
Operator Manual
Model 1153
Parts: (800) 634-6359 ext. 571
parts@sharppackaging.com
Service: (800) 634-6359 ext. 572
service@sharppackaing.com
Original Printed English Copyright © 2014
INTENTIONAL BLANK PAGE
TABLE OF CONTENTS
IMPORTANT SAFETY INFORMATION FAULT & ALERT MANAGEMENT
Definitions of Terms 1-1 HMI Fault Management 5-1
Safety Rules & Procedures 1-2 HMI Alert Management 5-3
INTRODUCTION Printer Fault Management 5-4
General Information 1-3 APPENDIX
Technical Assistance 1-3 Settings Summary 6-1
Specifications 1-4 Sharp Warranty 6-2
Sharp EZ-Bags ©
1-5 Replacement Parts 6-3
Theory of Operation 1-6 CE Certification 6-4
Security 1-12
SET-UP & OPERATION
Machine Placement 2-1
Loading Bag Film 2-2
Loading Ribbon 2-3
Machine Operation 2-4
Maintenance/Cleaning 2-5
CONTROLS
Operator Controls 3-1
Home Screen 3-2
Dashboard Screen 3-2
Settings Screen I 3-3
Settings Screen II 3-4
Admin Screen 3-5
Service Screen I 3-6
Service Screen II 3-7
About Sharp Screen 3-8
I/O Screen 3-9
Printer Configuration Screen 3-10
Help Screen 3-11
PRINTER CONTROLS
Control Panel 4-1
Display Icons 4-2
Loading Label 4-3
©
Configuring Labelview 4-3
Creating New Label 4-3
Adding Fields to Label 4-3
Saving Label 4-4
Downloading Label to Printer 4-4
SX™ Operator Manual© Original Printed in English
IMPORTANT SAFETY INFORMATION
IMPORTANT SAFETY INFORMATION
DEFINITION OF TERMS The following label on the Sharp SX™ is located
where there is potential of injury due to pinch points or
Throughout this manual, you will find the following moving parts. Make certain electrical power is discon-
safety notices with the accompanying symbol. nected before removing any guards and/or panels.
This symbol signifies important safety issues re-
garding the operation and maintenance of the
Sharp SX™.
WARNING!
GENERAL WARNING. Indicates information
important to the proper operation of the equip-
ment. Failure to observe may result in damage The following label is located in the proximity of a
to the equipment and severe bodily injury or fused circuit. Be certain to replace blown fuses ONLY
death. with fuses with the same electrical rating. Always dis-
connect electrical power before removing any guards
and/or panels and servicing the Sharp SX™.
CAUTION
GENERAL CAUTION. Indicates information im-
portant to the proper operation of the equip-
ment. Failure to observe may result in damage
to the equipment.
SAFETY LABELS
The following label is placed onto the Sharp SX™ The label shown below is located on the Sharp SX™
wherever a removable shield, or panel, guards the wherever a removable shield, or panel, guards electri-
heated sealing area. Always disconnect electrical cal components. Always disconnect electrical power
power from the machine prior to removing any guards from machine prior to removing any guards and/or
and/or panels. panels with this label.
The following label is displayed where there is the po-
tential of your hands, long hair, jewelry, etc., becoming
entangled between two rotating parts. Be sure to se-
cure loose items before approaching and operating
the machine.
SX™ Operator Manual© 1-1 Original Printed in English
IMPORTANT SAFETY INFORMATION
SAFETY RULES & PROCEDURES
The machine requires regular, periodic maintenance DO NOT operated the unit with this feature removed.
to ensure reliable service. No maintenance should be
performed unless the safety precautions for the OBSTRUCTION SENSING JAW
maintenance are thoroughly understood.
WARNING!
Follow all instructions in this manual for safe opera-
tion. The Sharp SX™ is equipped with Jaw Obstruc-
tion Detection Sensors. These sensors are not
Follow all company and industry standard safety poli- designed, nor intended , to be a safety sensor.
cies regarding this kind of machinery that may exceed
those listed in this manual.
The Sealing Assembly is equipped with Obstruction
Keep all safety features, guards, interlocks and sen- Sensing Sensors, which can detect an obstruction in
sors in good working order. the Sealing Area. If the Jaw Sensors detect and object
preventing the Jaw from closing, the Obstruction Sen-
WARNING! sors de-energize and place the machine into a fault
condition.
Always remove electrical power from the unit
prior to performing any service on the machine. A message appears in the display informing the Oper-
ator of the Jaw Fault, allowing the Operator to clear
the Sealing Area and reset the bagging cycle.
WARNING!
Do NOT operate or perform maintenance with
exposed long hair, jewelry or loose clothing as
these may get caught in machine. Failure to do
so could result in severe bodily injury or death.
EQUIPMENT SAFETY FEATURES
The Sharp SX is equipped with a polycarbonate shield
covering the Obstruction Sensing Jaw and Heated
Seal Wire.
SX™ Operator Manual© 1-2 Original Printed in English
INTRODUCTION
GENERAL INFORMATION
Simplified operator set-up.
ABOUT THIS MANUAL
This manual has been prepared for your use in oper- Displays all PLC I/O status, including Expansion
ating the Sharp SX™ packaging machine. Included in I/O.
the manual are helpful facts on operating and basic Manual pushbuttons on Service Screens provide
troubleshooting information. both text and color cues as to the state of the
It is important that you familiarize yourself with the device.
product as much as possible before operating or trou- Help Screens show setting range and default
bleshooting. values.
Make sure you read through the IMPORTANT SAFE-
Speed settings in inches/second instead of raw
TY INFORMATION and THEORY OF OPERATION
numbers.
sections of this manual before operating this machine.
The materials used were selected for maximum dura-
The SX™ packaging machine is designed to be an
bility and optimum performance. Every unit is thor-
effective solution for manually bagging product, dra-
oughly inspected and tested prior to shipment.
matically reducing packaging costs and improving
package quality. The SX™ platform features an inte- TECHNICAL ASSISTANCE
grated pivoting Printhead utilizing a Datamax A-4212
Mark II printer. Assistance with the SX™ can be obtained by notifying
Sharp Packaging Systems at:
Print Method Thermal Transfer, directly onto
surface of bag Sharp Packaging Systems
W233 N2800 Roundy Circle West
Print Speeds 12”/second (304 mm/sec)1
Suite 200
Print Resolution 203 dpi (8 dot/mm) Pewaukee, WI 53072 USA
Print Width (max.) 4.094” (104 mm) Service: 800-634-6359 (ext. 572)
Parts: 800-634-6359 (ext. 571)
The printer has full downloadable font support to Win- Fax: 262-246-3387
dows® TrueType® (including multiple language and
Unicode support); Fixed, variable and merged test
fields; Flexible date/time formats; Flexible shift code
formats; Auto best before date calculations and con-
cession management; Auto incrementing/
decrementing text, counters and bar codes; Multiple
graphic formats supported (up to maximum print ar-
ea); Link fields to databases; Scalable text and blocks.
Your Sharp SX™ is the result of extensive research
and field testing with the following features:
State of the art Step Logic Programming tech-
nique that logically controls each machine action
(step) in sequence and verifies that the correct
action occurred with sensor feedback.
Simplified layout of digital outputs in PLC pro-
gram for ease of troubleshooting.
Improved fault handling that can display multiple
fault conditions simultaneously.
SX™ Operator Manual© 1-3 Original Printed in English
INTRODUCTION
SPECIFICATIONS
PACKAGING SPECIFICATIONS
BAG WIDTH BAG LENGTH FILM GAUGE
MINIMUM 2” (5 cm) 4” (10 cm) 1 mil (25 microns)
MAXIMUM 11” (28 cm) 32” (81 cm) 4 mil (100 microns)
MACHINE SPECIFICATIONS
OPERATING HUMIDITY
WIDTH HEIGHT DEPTH WEIGHT POWER RATE
TEMP RANGE
10% - 90%
115VAC, 1 RH, Non-
28” 29.5” 22” 140 lbs. 35 BPM 32° - 140° F
15A Condensing
1
Material, gauge and size of package, along with weight and size of product will cause rate to vary.
SX™ Operator Manual© 1-4 Original Printed in English
INTRODUCTION
SHARP EZ-BAGS© & RIBBON
The Sharp SX™ is designed to use a wide variety of THERMAL TRANSFER RIBBON
bag sized and materials. Sharp EZ-Bags© are recom- The Sharp SX uses thermal transfer ribbon to print
mended for optimum operating performance, efficien- various information onto the bags as they pass
cy and safety. System performance specifications are through the machine. The following is a list of ribbon
base on utilizing consistent, high quality, pre-opened that is available through Sharp Packaging Systems.:
bags. Any bag used must meet Sharp Packaging Sys-
tems’ manufacturing tolerances. The following list Standard Direct Wax Ribbon
shows so me of the Sharp EZ-Bags© films available
through Sharp Packaging Systems, Inc.: Premium Was Resin Ribbon.
E-Z Bags© Contact Sharp Customer Service at 800-634-6359 to
order ribbon.
General Purpose
Xtreme Poly (XP)
Ultra
HD Mailer
Sharp Packaging High Density (SPHD)
Polypropylene
Sharp’s Military Specification Film
Gamma Patient
Sharp’s Metalized Barrier Film
Electric Static Discharge (ESD)
Modified Atmospheric Packaging (MAP)
Sharp’s Non-Scratch Film
E-Z Stat™ (Anti-Static)
Vapor Corrosive Inhibitor (VCI)
Contact Sharp Customer Service at 800-634-6359 to
order Sharp EZ-Bags© and for information regarding
film and bag specifications.
SX™ Operator Manual© 1-5 Original Printed in English
INTRODUCTION
THEORY OF OPERATION
MODES
The bagger has four distinct operating modes: Manual, Auto, Filler, and Auto Filler. Manual and Auto modes
are built into the machine and require no optional equipment or changes to the Factory Configuration. Filler and
Auto Filler are optional and must be setup in the Admin and Setting II Screen.
To better define these terms, a Filler is a machine such as a weigh scale, vibratory bowl, or infeed conveyor that
will fill the open bag with product, prior to sealing the bag. A Filler requires the use of Handshaking I/O between
the bagger PLC and the Filler, so that the Filler will know when to deliver product to the bagger and the bagger
will know when to cycle.
The term AUTO refers to how the bagger cycles. If the machine cycles bags continuously without the operator
manually initiating each cycle start, not including the first bag out, then the machine is cycling automatically
(AUTO). If each bagger cycle requires the operator to manually press a cycle start button, foot switch, etc., then
the machine is said to be cycling in Manual Mode.
MANUAL MODE
Filler = OFF
Auto = OFF
Both the Filler and Auto buttons are OFF at the HMI. In manual mode, the operator hand loads or fills each
opened bag and then cycles the bagger. The operator initiates a cycle by one of these methods:
Pressing the Cycle pushbutton on the HMI
Operating the Foot Switch
Pressing the optional Optical Touch buttons (anti-tie down)
In manual mode, the machine cycles one bag at a time. Cycle rates in this mode are largely dependent upon the
loading speed of the operator.
Filler Mode
Filler = ON
Auto = OFF
With Filler ON and Auto OFF, the bagger will run in “Filler Mode”. This mode cycles a single bag out each time
and requires the operator to initiate a Cycle Start for each bag. In this mode, a filler device or machine does the
actual loading or filling of the open bag.
The Filler uses handshake signals to synchronize with the bagger for product delivery. A bagger output, signals
the Filler to deliver product and a bagger input, signals when the Filler is done. For example, Filler Mode could
be used when an operator is hand loading literature after the infeed conveyor delivered its separate part or com-
ponent.
Ready for Filler (O-13) – The bagger PLC (Programmable Logic Controller) turns on this output as follows:
The machine has successfully completed a cycle and presented a new bag. Once the above condition(s)
is (are) met the PLC program turns on O-13, essentially telling the Filler device that a bag is present and
ready to be filled. The filling device releases its product into the open bag.
Filler Done (I-11) - The Filler device will turn on the bagger PLC input I-11. This signals the bagger that the filler
has completed delivery of the product. The filler machine must include a dry contact isolation
relay for its signaling device to ensure electrical isolation between the Filler and the Bagger PLC.
SX™ Operator Manual© 1-6 Original Printed in English
INTRODUCTION
THEORY OF OPERATION
The filler function has a separate detailed specification, “Sharp Packaging Filler Handshaking”. The
specification covers all Sharp Baggers and includes signature sign-off lines so that Filling machine ven-
dors are in 100% compliance with this specification. This also ensures proper operation of a complete
system.
AUTO MODE
Filler = OFF
Auto = ON
With Filler OFF and Auto ON, the bagger will run in “Auto Mode”. In Auto Mode the machine operator manually
fills the opened bag, while the machine cycles automatically. The Auto Dwell time is adjustable using the numer-
ic entry box located just to the right of the AUTO button.
The operator initiates the first bag out and Auto Mode is immediately activated. When the bag is opened, the
operator loads the bag (Auto Dwell Timer is timing). When the timer finishes, the bagger automatically starts the
bagger sealing cycle and feeds out the next bag. To cancel Auto Mode, the operator can press the Reset Button
on the HMI.
AUTO FILLER MODE
Filler = ON
Auto = ON
With Filler and Auto both ON the bagger will run in “Auto Filler Mode”. In this mode a Filler device is used to
both fill and automatically initiate the next cycle. This is accomplished by means of hand-shaking I/O provided in
the bagger's standard control interface. The Filler device must comply with the “Sharp Packaging Filler Hand-
shaking Specification”.
Parts Counting
Filler = ON
Auto = ON/OFF
Parts Counter = ON
Target Count – The numeric entry next to the “Parts Counter” button is the Target Count and is adjustable from
1-999. This button and numeric entry is located on Settings 2 screen.
Actual Count – The numeric entry next to the “Parts Count” displays how many parts have been counted. This
number resets to 0 once the bagger cycle is initiated or if Part Counter is turned off. This value can be edited
from the dashboard.
The bagger has a setting for counting parts. Parts Counting mode is used in conjunction with the Filler mode.
When the parts counter is turned on, the bagger counts each part as it is being loaded into the opened bag.
When the terminal count is reached, the Filler Trigger signal is turned on to start the Filler Drop Timer.
Parts can be loaded and counted in the following ways:
Filler
An automatic filling Machine can deliver one part at a time and signal the bagger using the “FILLER DONE” input
I-11. The bagger will count each rising edge of I-11 as a single part. When the parts counted equals the target
value, the filling cycling is completed and the bagger will automatically cycle after the drop timer has expired.
SX™ Operator Manual© 1-7 Original Printed in English
INTRODUCTION
THEORY OF OPERATION
Hand Loading
A Safety Light Curtain can be used in a hand loading operation. The operator places the product into the open
bag. When the operator removes their hand from the safety light curtain, the Parts Counter will increment by one
count. The PLC logic is properly de-bounced to ensure that each entry and exit of the light curtain produces ex-
actly one count for the parts counter. When the operator has hand loaded the required number of parts (1-999)
the Cycle will be initiated.
Note: The Safety Light Curtain function is 100% effective in this mode. The Light Curtain will always stop
the machine cycle if it is violated at any time during the bagger cycle.
Batch Counter
Target Count – The numeric entry next to the “Batch Counter” button is the Target Count and is adjustable from
2-9999. This button and numeric entry is located on Settings 2 screen. When the actual count equals this target,
the bagger will be inhibited and cannot be cycled again until this counter is Reset.
Actual Count – The numeric entry next to the “Batch Count” displays how many bags have been sealed. The
count will be incremented each time the seal bar has retracted. This value can be edited from the dashboard.
Batch counting allows a customer to make a run of products to a particular quantity and then stop the machine.
To use this feature the operator should cycle the first bag out into the loading position and then reset the actual
count to 0.
Consecutive Seal Bags Mode
This is a special operating mode that allows multiple filled and sealed bags to be connected together in a contin-
uous strip. There are restrictions and limitations to this feature. This mode requires that the customer pay partic-
ular attention to keeping the drive rollers cleaned and in good condition. Dirty drive rolls can result in loss of reg-
istration and slipping. The following settings pertain to this function:
Consecutive Bags
This maintained button turns on the function.
Number Of Bags
This numeric entry determines number of bags that will connected together in the strip. The maximum setting is
limited to 20 consecutive bags or 50 inches of total strip length, whichever comes first. The operator can enter
the desired number of bags, however if the total strip length exceeds 50, the PLC will recalculate the Number of
Bags value to limit the total length to 50 inches.
Bag Length Setting
Measure the perf to perf distance of the bags and use this value for the Bag Length setting. Use the Seal Offset
setting to adjust the sealing point on the strip of bags.
Consecutive Bags Current Count
The dashboard screen will display the current count value. This value will increment at the end of each bag feed.
The consecutive bags counter will reset if there is any fault as the strip of bags is being made.
Stack Light Option
The tri-colored stack light option is used to give plant personnel and operators a quick visual reference to the
machine’s current operational status. The advantage to this feature is that it conveys important information at a
SX™ Operator Manual© 1-8 Original Printed in English
INTRODUCTION
THEORY OF OPERATION
glance, where the HMI screen may be too far away to be read. This is particularly helpful when the bagger is in
Auto Fill mode and may be running unattended at times.
This option is strictly a hardware option. No HMI Factory Configuration is needed.
Green Light – In Cycle
OFF indicates the following information:
The bagger is not ready for the next cycle to begin due to a fault condition, power is removed, etc.
FLASHES at a steady rate, light is on for 0.5 seconds and off for 0.5 seconds, to indicate the following:
The bagger is ready to cycle and is WAITING for a cycle start input from either the operator (Foot
Switch, Optical Palm Buttons, Cycle Start) or a Filling Machine (Filler Done Input).
STEADY ON indicates the following:
The bagger is in cycle. A bagger cycle consists of the following general functions:
1. Seal the existing bag.
2. Separate the sealed bag from the web.
3. Feed out a new bag.
4. Open the new bag for filling.
Note: Filling of the opened bag is a separate operation and is not part of the bagger cycle.
Red Light – Fault
This light is steady ON if the bagger has an active fault condition. A fault is a condition that detects a significant
problem and stops the machine if it is cycling. The fault condition must be corrected and reset before the next
cycle can be initiated.
Power-up Lamp Test
When master control power is turned on the Stack light tower will go through a lamp test sequence for 4 seconds
to verify that the each light is functioning properly. The sequence is:
Green On
Red Off
Green On
Red On
Both Off
Both On
Test Done
SX™ Operator Manual© 1-9 Original Printed in English
INTRODUCTION
THEORY OF OPERATION
PERMISSIVES & SPECIAL CONDITIONS
This section describes Permissives and Special Conditions. In general terms, a permissive is a condition that
must be TRUE in order to permit or allow a particular operation to take place.
All options must be configured.
All optional features must be selected or configured before they can be turned on. By default if an option is not
selected its function will be turned off.
Ready to Cycle Permissive
All of the follow conditions must be true before the machine will cycle:
The Jaw must go through a homing cycle on each power-up.
The bagger cannot be faulted.
All Bagger motions must in their home position
Pressure Bar is opened to the Pass-Thru position
Print Head is raised.
Printer not in cycle (if equipped)
Batch Counter NOT done.
If the batch counter function is on and the counter has reached its terminal count, then the counter must
be reset before the bagger can cycle again
Product Delivery Permissive
The PLC program of the Filler Machine is required to have a permissive contact directly in series with its real
world output address that controls the product delivery to the bagger:
Permissive contact must be programmed N.O. (normally opened)
Permissive contact shall consist only of the real world PLC input address mapped to the “Ready For
Filler” output from Sharp Packaging.
Permissive contact may not be from an internal memory coil, timer bit, or any PLC logic associated with
the operation of the Filling Machine.
Filler PLC may never turn on the Delivery/Dump output unless the Permissive is ON.
Intermittent Filler Sequence is as follows:
Bagger is manually cycled to feed out the first bag.
Output O-13 turns on when a bag is opened and the bagger is “Ready for Filler”. The Filler must always
monitor this signal.
Filler completes product drop or delivery and turns on I-11 input.
When Sharp PLC receives the I-11 Filler Trigger, it will turn off the O-13 output.
Sharp PLC starts a Drop Time Delay to allow for product to drop into the opened bag. When Drop timer
expires, bagger is cycled and the next bag is fed out to make ready.
SX™ Operator Manual© 1-10 Original Printed in English
INTRODUCTION
THEORY OF OPERATION
Infeed Option
The bagger can be configured with an optional Infeed to automatically deliver product into the opened bag. The
device can be selected as a Filler The general Filling machine can take on many variations and is usually sup-
plied by another company.
Filler
This selects an independent, automated device that will deliver product to the Sharp bagger and can provide
digital I/O signaling to the bagger, i.e., bowl feeder, conveyor or weigh scale. Filler Drop Time
Filler Drop Time is user adjustable time delay that provides a sufficient amount of time for the part to fall from the
filler device into the opened bag and past the pressure bar. It can be adjusted from 0 – 9.99 seconds. Typically
the bagger is setup to run in Auto Filler Mode, so that when the Filler Drop Timer expires, the next bagger cycle
will start.
Filler Handshaking Specification
This document is intended to be an agreement between Sharp Packaging Systems and parties that design and
manufacture equipment which will be interfacing with the Sharp product line. It describes multiple variations of
interfacing options. The interfacing option chosen will be application dependent.
Filler Definitions
Filler: An independent, automated device that will deliver product to the Sharp bagger and can provide digital I/
O signaling to the bagger, i.e. bowl feeder, conveyor or weigh scale.
Intermittent Filler: This type of filler is characterized by asynchronous cycling action. The filling machine will
hold or manage its product until it is instructed by the Sharp Bagger to deliver the product. The timing of the filler
delivery is determined by the length of time between bagger cycles. Intermittent Fillers are only permitted to de-
liver product between bagger cycles.
Examples of intermittent fillers include linear weigh scales, indexing infeed conveyors and bowl feeders.
Handshaking Signals Definition
O-13 - Ready for Filler: This is an output that signals the filling machine when the bagger is ready to accept
product delivery. This signal must be continuously monitored by the filling device. The signal is presented as a
N.O. dry contact closure to provide electrical isolation between the two systems. The contacts will be closed
when O-13 is on and will open when O-13 is off.
Intermittent Applications – O-13 cycles from OFF to ON with each bagger cycle. It goes HIGH when a bag has
been fed out into the filling position. It goes LOW if the bagger receives a valid I-11 Filler Trigger signal OR if the
bagger is faulted and unable to automatically cycle.
I-11 – Filler Trigger: This is an input from the filling system telling the bagger that the filler has completed its
product delivery. The bagger will provide a suitable drop delay to account for the last part clearing the bagger
funnel before cycling. The filler will present this signal to the bagger as a N.O. dry contact to ensure electrical
isolation between the two systems. Filler Trigger should be switched on immediately at the point in time when
product delivery is completed.
Intermittent Applications – The Filler PLC program should reset I-11 Trigger Filler when it sees that O-13
Ready For Filler has transitioned from ON to OFF.
SX™ Operator Manual© 1-11 Original Printed in English
INTRODUCTION
SECURITY
Sharp Packaging has developed two versions of the HMI software. A non-secure version and a secure version.
Both versions will be installed on the bagger. The secure version has security login as described below.
SECURITY LOGIN
The Security Login occurs when the user selects a secured screen. A login Numeric Keypad will be automatical-
ly displayed. The login is a two step operation.
User: A blinking cursor is shown in the box next to the word. Key in the desired User number, but do not press
the enter key.
Password: Touch the entry area to the right of Password: and the blinking cursor will show up in the entry box.
Key in the correct password number for that user number and then press the enter key.
SECURITY LOGOUT
The Security Logout occurs either automatically after 15 minutes of inactivity or if the user presses a Logout but-
ton on any of the secured screens. The Logout changes back to the Home Screen.
Security is screen based and defined as three distinct users.
User 1 - Admin
User 1 can access the ADMIN SCREEN only. This is for selecting the options that are installed on the machine.
User 2 – Service
User 2 is a qualified service person. This level can access all secured screens except the ADMIN SCREEN.
The following Screens are accessible when logged in as User 2.
User 3 – Supervisor
User 3 is a supervisor/super user of the bagger. The following Screens are accessible when logged in as User 3.
NO SECURITY
When the non-secured version of HMI program is selected. The Operator can access all screens without a pass-
word.
SX™ Operator Manual© 1-12 Original Printed in English
SET-UP & OPERATION
MACHINE PLACEMENT
The Sharp SX™ should be placed on a smooth level 5. Printer cannot be switched ON independent of the
surface with access to a 115 VAC, 50/60 Hz, 10 Amp main power switch.
(minimum) electrical outlet.
WARNING!
Do not use Lexan / metal guards to lift the ma-
chine. The guards are not designed for lifting.
Using the guards for lifting may cause damage
to the machine and/or result in severe bodily
injury or death.
Locate the machine so there is adequate access to
the back and right side for loading bag rolls and rib-
bon.
Make sure unit is located at a comfortable height for
operation and product loading.
WARNING!
Do not operate the machine in or around stand-
ing water. Failure to observe the warning may
result in damage to the equipment and/or se-
vere bodily injury or death.
FOOT CONTROL & Cycle Button
ELECTRICAL
With power ‘ON’, stepping on the Foot Control or
The Sharp SX™ is equipped with a 3-prong electrical touching Cycle Button on HMI triggers the sealing cy-
cord for standard, properly grounded, 115 VAC, 50/60 cle.
Hz, 10 Amp (minimum) service.
WARNING!
Failure to have properly grounded outlets may
cause damage to equipment and/or severe bod-
ily injury or death.
1. Before plugging the cord into the back of the ma-
chine, ensure that both switches are in the OFF
position.
2. Make sure the wall outlet or electrical drop is rated
for proper voltage and that the outlet is grounded.
3. Place the female end of the electrical cord provid-
ed into the back of the machine, then plug the
male end into the electrical outlet.
4. To power up the machine, flip switch to the ON
position.
SX™ Operator Manual© 2-1 Original Printed in English
SET-UP & OPERATION
LOADING BAG FILM
A decal showing the film threading path through the
machine is located on the Frame Cover.
WARNING!
Use extreme caution when feeding bags into
machine; electrical voltage and possible pinch
points are present.
1. Remove the Roll Tensioner from the Roll Unwind CRADLE LATCH
Shaft by loosening the Adjustment Handle and
sliding off the Roll Tensioner.
ROLL TENSIONER
5. While standing at the front of the machine, reach
through and pull the bags until they drape over the
drive rollers and extend to the bend in the Front
Finger Plate.
CORE CHUCK
2. Install the roll of bags.
Note: At this point, in most cases, you would center
the bags to the Printhead Cradle. However, there may
need to be an offset to prevent hang holes, vent holes,
etc. from passing over the electric eye. To center the
roll, loosen the Core Chuck Adjustment Handle and 6. Lower and lock the Printhead Cradle into position
slide the Core Chuck to the desired position. using the Cradle Latch.
3. Replace the Roll Tensioner onto the Roll Unwind
Shaft and secure while applying pressure to the
Roll Tensioner, compressing the Roll Tensioner
Spring approximately 3/8”.
4. Raise the Printhead Cradle by rotating the Cradle
Latch and lifting the Cradle.
SX™ Operator Manual© 2-2 Original Printed in English
SET-UP & OPERATION
LOADING RIBBON
A decal showing the ribbon threading path is located 6. Close the Printhead Cradle Cover.
on the Frame Cover. 7. Lower and lock the Printhead Cradle.
1. Raise the Printhead Cradle and lift the Printhead
Cradle Cover.
2. Slide empty spool and used ribbon off of hubs.
3. Place a new roll of ribbon onto the Ribbon Unwind
hub.
4. Thread the ribbon through the printer according to
diagram on side of bagger.
5. Turn knob on Take-Up Spool counter-clockwise to
ensure ribbon is tight.
SX™ Operator Manual© 2-3 Original Printed in English
SET-UP & OPERATION
MACHINE OPERATION
Before attempting to operate the machine, please
carefully read and understand the entire operator’s
manual including the information under Important
Safety Information and Controls to obtain optimum
performance and a longer service life from the unit.
1. Make sure the machine is plugged into the proper
electrical supply and that all the factory shields are
in place.
2. Turn ON both power switches in the rear of the
machine.
3. The Language Selection Screen will display the
last language selected. If same language is used,
press OK.
4. If different language is desired, press on the Blue
Language Display button until correct language is
displayed.
5. Press OK.
6. Load film material as described under Loading
Bag Film.
7. Home the Jaw by pressing the Home Jaw Button
from the Dashboard or Service Screen 1.
8. Set Bag Settings in Settings Screen.
9. Cycle bagger once to position an open bag.
10. Load product into bag.
11. Initiate sealing cycle using one of three methods:
Foot Control plugs into back of machine.
Operator Controls
Setting the machine to automatically cycle.
SX™ Operator Manual© 2-4 Original Printed in English
SET-UP & OPERATION
MAINTENANCE
cloth using a rubber platen roller conditioner/
GENERAL cleaner or isopropyl alcohol.
This machine requires regular, periodic cleaning to
3. Inspect Teflon tape and replace if damaged or
ensure reliable service. Shift and daily cleaning can
worn.
be performed by the operator with a minimum of train-
ing. 4. Inspect all electrical lines for any sign of wear or
damage. Contact a qualified technician if signs of
Regular cleaning is important for the proper operation
excessive wear or damage are found.
and performance of the machine. During operation
there will be a normal buildup of dirt, dust, and lubri- WEEKLY MAINTENANCE
cants on various parts of the machine. Ink rubbed off
of printed film can also build up. 1. Clean the drive rollers on the drive roller assembly
with a soft, lint-free cloth using a rubber platen
The machine and areas directly adjacent to it should roller conditioner/cleaner or isopropyl alcohol.
be kept clean of debris as these can create safety
hazards for the operator and the machine. 2. Verify that the rollers on the drive roller assembly
spin freely with power removed.
WARNING! ANNUAL MAINTENANCE
Disconnect electrical power cord from the ma- 1. Check all electrical connections.
chine prior to performing any maintenance on
machine. 2. Check entire machine for loose bolts or nuts.
3. Grease the two pressure bar linear guide bearings
using a lithium grease (JIS type 2).
WARNING!
4. Apply a light film of grease to the pressure bar
Do not spray the electrical components of the rack and pinion gearing using a lithium grease
machine with any liquid. Liquids on electrical (JIS type 2).
components can cause shorts, damaging the
components and causing personal injury or 5. Inspect all drive belts for excessive wear and
death. slack.
6. Clean foam element located at the rear of the ma-
chine with water, wring out and reinstall.
WARNING!
CLEANING THE PRINTHEAD
Do not attempt to clean the machine while it is
running. Cleaning the machine while it is run- 1. Turn off Power.
ning can damage the machine and cause se-
vere personal injury or death. 2. Lift the Printhead Cradle.
3. Remove ribbon from under Printhead.
DAILY MAINTENANCE 4. Clean Printhead with alcohol and lint-free towel.
Make sure head is completely dry.
1. Inspect the electric eye. Clean with a cotton
swab if dirty. Do not use any solvents or cleaning 5. Replace ribbon.
solutions on the sensing portions of the electric
eye. 6. Lower and lock the Printhead Cradle.
2. Clean any excess material from the drive roller
assembly. Plastic compounds tend to build-up on
the rollers. Clean regularly with a soft, lint-free
SX™ Operator Manual© 2-5 Original Printed in English
CONTROLS
SCREEN NAVIGATION
OPERATOR CONTROLS
The operator control buttons appear at the lower left hand side of every screen.
Pressing the “CYCLE” momentary pushbutton will initiate a bagger cycle if “Ready To Cycle” message is
displayed. This HMI button is the equivalent to a mechanical Footswitch or Optical Palm button start sig-
nals.
Pressing the “CYCLE” momentary button will stop subsequent automatic cycles from occurring when run-
ning in Filler or Auto modes. Note that this button will not turn off either option.
Pressing the “CYCLE” momentary pushbutton will have no effect if “Not Ready To Cycle” message is dis-
played.
Pressing the “RESET” momentary button will clear a fault or warning, provided the condition that caused
the fault is no longer occurring.
SX™ Operator Manual© 3-1 Original Printed in English
CONTROLS
SCREEN NAVIGATION
HOME SCREEN
This screen is the Main Menu. This is the starting point to gather information and to setup the machine. This
screen is access by pressing the HOME BUTTON on top left corner.
DASHBOARD SCREEN
This screen is the Dashboard. The Dashboard is the primary screen used by the operator. This screen is ac-
cessed by pressing the TACHOMETER BUTTON below the Home Button. Dashboard appearance and configu-
ration may vary based on options selected in the Settings Screen 2.
SX™ Operator Manual© 3-2 Original Printed in English
CONTROLS
SETTINGS SCREEN
There are two screens that allow the user to view and change the current bagger settings.
SETTINGS SCREEN 1
Bag Length
This refers to the usable area inside the bag. This is measured from the bottom of the bag to the seal. The
typical setting is 0.5" less than the measured overall bag length. When using sharp bags, enter the length
shown on the box or roll label.
Seal Offset Distance
The offset distance moves the seal point down from the nominal (zero offset) position. At zero offset, the
seal is approximately 0.5 inches below the perforation. The pressure bar will make contact with the filled
bag just below the perforation. As the user adds Seal Offset, the seal moves down.
Feed Speed
This setting adjusts the peak forward web speed in inches per second. The value can be varied from 4 to
30 in/sec.
Seal Dwell
The amount of time the impulse seal wire turns on. High quality seals are accomplished through proper
seal time settings. These settings will vary with the film gauge and material.
Seal Cool
This setting adjusts the delay (in seconds) that occurs prior to opening the pressure bar. This can be used
to allow additional cooling time for the bag seal. Increasing it will slow the machine and increase the bag-
ger cycle time.
Jaw Pass-Thru
The distance the pressure bar and the stripper plate when the Jaw is opened. It can be adjusted from 1.0 –
4.5” of pass-thru.
SX™ Operator Manual© 3-3 Original Printed in English
CONTROLS
SCREEN NAVIGATION
SETTING SCREEN 2
Batch Counter
The maintained button turns on the Counter. The numeric entry to the right of the button is the Target Count
setting. This can be adjusted from 2-9999. When the counter is done, the yellow alert banner is displayed
and the bagger cannot cycle until the counter is reset.
Parts Counter
The maintained button turns on the Counter. The numeric entry to the right of the button is the Target Count
setting. This can be adjusted from 1-999. When the counter is done, and the desired number of parts have
been loaded into the opened bag, the bagger will cycle.
Consecutive Bags
The maintained button turns on the Consecutive Bags function. The numeric entry to the right of the button
is the desired number of consecutive bags in the strip. This can be adjusted from 2-20, but is limited to 50.0
inches of total length.
Be sure to change the Bag Length Setting to the measured length of the bag, and use the Seal Offset set-
ting to adjust the desired sealing position for each bag in the strip.
Filler Drop Time
This setting determines the length of time between Filler Done signal and the start of the next bagger cycle.
The delay is too ensure that the product has been delivered into the bag and is below the pressure bar.
This value is adjustable from 0-9.99 seconds.
SX™ Operator Manual© 3-4 Original Printed in English
CONTROLS
SCREEN NAVIGATION
ADMIN SCREEN
This screen is used to enable the options that are installed on the bagger. The option must be enabled here
first before it can be used on the bagger. Note, If a Safety Light Curtain is installed the Filler should be
enabled so that the light curtain can be used for Parts Counting/Cycle Initiate function.
If a Stack Light or Light Curtain option is installed, there is no enable selection required.
SX™ Operator Manual© 3-5 Original Printed in English
CONTROLS
SCREEN NAVIGATION
SERVICE SCREENS
There are two Service Screens to be used by qualified service and maintenance personnel to test the various
machine motions. It is assummed that the person using this screen understands the nature of each motion, prior
to invoking that motion. Care must be used to ensure the operation does not damage equipment.
Service Screen 1
Close Jaw – The jaw must
be at the Pass-Thru position
before this motion will occur.
When the momentary button
is pressed, the Jaw will move
to the Sealing Position and
the Jaw Closed Sensor
should make.
GoTo Near Closed – When
the momentary button is
pressed, the Jaw will move to
the Near Closed Position and
the Jaw Near Closed Sensor
should make.
Open Jaw – When the
momentary button is pressed, the Jaw will move to the Pass-Thru Position determined by the Pass-Thru
setting.
Cycle Sealer – When the momentary button is pressed, the Jaw will move to the seal position and the seal
wire be activated based on the Seal Dwell Setting. After the Cooling Time has expired, the jaw will return to
the Pass-Thru position.
Jog Jaw Closed – When the momentary button is pressed, the Jaw will close at Jogging Speed as long as
the button is held. The Jogging will be stopped automatically if the Jaw reaches the Closed Sensor.
Jog Jaw Opened – When the momentary button is pressed, the Jaw will open at Jogging Speed as long as
the button is held. The Jogging will be stopped automatically if the Jaw reaches the maximum pass-thru of
4.5 inches.
Home Jaw – All Faults must be cleared before this cycle can be requested. When the momentary button is
pressed, the Jaw will begin the Homing cycle. The jaw travels until it hits the Jaw Closed sensor, which is
the Home Switch. This esatblishes a Zero Position. All Jaw moves except Jogging and Faults are Absolute
Positional Moves. The homing cycle finishes by moving the jaw to the Pass-Thru Position.
Jog Film Fwd – When the momentary button is pressed, the film will feed out at Jogging Speed as long as
the button is held.
Jog Film Rev – When the momentary button is pressed, the film will reverse at Jogging Speed as long as
the button is held.
Stop Homing Cycle – When the momentary button is pressed, the Jaw will Homing cycle will be stopped
and the jaw will back out 0.5” from the point at which the cycle was stopped. The HMI will display the “Jaw
Failed To Home Fault” The fault must be reset before the Jaw Homing Cycle can be repeted.
Logout – Cancels the security level and returns the user to the Home Screen.
SX™ Operator Manual© 3-6 Original Printed in English
CONTROLS
SCREEN NAVIGATION
Service Screen 2
Raise Print Head – The Printer Option must be enabled in the Admin Screen before this service button is
active. Pressing it will deenergize the elctrical solenoid and raise the print head. The Print Head Lowered
sensor will switch off when the head raises.
Lower Print Head – The Printer Option must be enabled in the Factory Configuration, before this service
button is active. Pressing it will energize the elctrical solenoid and lower the print head. The Print Head
Lowered sensor will switch on confirming the head has lowered.
Teach Bag Photoeye – If the bag eye is not detecting the film, the photoeye may need to be taught.
Remove the film from between the eye and the refelector and besure that the top is closed and latched.
Press and Hold this button for at least 2 seconds but less than 5 seconds.
Start Jaw Test Cycle – This is a test cycle of the Jaw and is used by the assembly personnel to break-in
the Jaw slide. When the button is pressed, the Jaw moves to the Closed Position and dwells there for 0.5
seconds. It then opens to the Pass-Thru Position and dwells there for 0.5 seconds. The cycle runs for 1
hour and records the number of cycles.
Cancel Cycle Test – Pressing this button stops the test cycle.
Jaw Test Cycle – Numeric Readout displays the number of Jaw Cycles. Resets when the next Test Cycle
is initiated.
SX™ Operator Manual© 3-7 Original Printed in English
CONTROLS
SCREEN NAVIGATION
ABOUT SHARP SCREEN
SX Software Version: – This is the revision number of the PLC software.
For this example, 06_00_00 breaks down in the following way: 6 is the Major Release number _00 is the minor
revision number _00 indicates a custom version. Custom versions use alpha characters appending on to the last
two digits to the numeric.
Lifetime Counter – This numeric displays shows the total number of bagger cycles and cannot be reset
SX™ Operator Manual© 3-8 Original Printed in English
CONTROLS
SCREEN NAVIGATION
I/O Screen
This screen describes the I/O available to qualified service technicians and technical personnel.
The purpose of this screen is to aid in the troubleshooting and maintenance of the bagger. The section assumes
that the person using this screen has a working knowledge of electronics and PLC based control systems.
Input Screen
This screen shows the status of all Input points on the Main PLC and the expansion cassette.
Output Screen
This screen shows the status of all Output points on the Main PLC and the expansion cassette.
SX™ Operator Manual© 3-9 Original Printed in English
CONTROLS
PRINTER
PRINTER CONFIGURATION SCREEN
Printer Button
The printer option must be turned on to operate. Printer is on when large box is Blue.
Print Speed
This numeric setting determines the web feed speed during the print cycle. It is adjustable from 2.00 to 12.00
Inches/Sec. This setting should be set to the same value that resides in the Datamax Printer.
Print Offset
This numeric setting determines the starting position of the printed label. This can be used to adjust the label
position on the bag. It is adjustable from 0 to 10.00.
Print Length
This numeric setting determines the distance the web will feed during the print cycle. This should be set to small-
est value that will produce the desired label. Typically this setting is approximately ¾ of inch longer than the
length of the label.
Cancel Print
This button allows a print request to be canceled. The function occurs when the printer option is turned on and
the bagger cycles, but no print job was loaded into the printer. The bagger will display a yellow alert message
“Waiting for Printer”. Pressing the button, cancel the print request and allows the bagger cycle to finish.
SX™ Operator Manual© 3-10 Original Printed in English
CONTROLS
SCREEN NAVIGATION
HELP SCREENS
A Help Screen can be accessed by pressing the LIFESAVER RING BUTTON beneath the Tachometer But-
ton. The screen provides detailed help information about the particular screen that the user is on. In this
example these screens provide help from the Home Screen.
Note that there are 2 help screens for the home screen. Pressing the arrow keys allows the user to navigate
through the help screens associated with the screen the operator is currently using. Pressing the help Icon
(lifesaver) takes the user back to the first help screen.
SX™ Operator Manual© 3-11 Original Printed in English
PRINTER CONTROLS
PRINTER
CONTROL PANEL
The Control Panel is an event-driven user interface composed of a graphics display and Soft Keys.
Time and Date
Displays the current time and date.
Printer Status Line
Following initialization, the ‘READY’ message and label counter during a batch print job.
Current State Icons
Displays the Icons of the current state of the printer. See description of icons on page 4-2.
Soft Key Labels
Menu - The Menu key takes the printer offline and enters menu mode.
Pause - The Pause key temporarily suspends printing, as noted by the current state indicators. Pressing the key
again will return the printer to normal operation.
Feed - The Feed key advances one label, and clears any corrected faults.
Cancel - The Cancel key ‘pauses’ the printer and prompts you for confirmation. If yes, the current job is can-
celled. The printer remains paused until t he ‘Pause’ key is pressed again.
Test - The Test key enters the test mode.
SX™ Operator Manual© 4-1 Original Printed in English
PRINTER CONTROLS
PRINTER
CURRENT STATUS ICONS
ICON DESCRIPTION
Initialization, typically brief (but a damaged or invalid printhead
can delay the process).
Display Large Fonts
Input Mode - DPL
Input Mode - LINE
Input Mode - Emulation
RFID Detected
SD Memory Card Detected
USB Memory (or keyboard) Detected
Wired Network Detected
Server Inaccessible
WLAN Associate with Access Point
WLAN Not Associated with Access Point
WLAN ADHOC Mode
Receiving Data
Paused
Faulted
SX™ Operator Manual© 4-2 Original Printed in English
PRINTER CONTROLS
PRINTER
LOADING A LABEL CREATING A NEW LABEL
This section will briefly guide you through creating and 1. To Create a new Label format, go to File + New
loading labels using Labelview™. Labelview™ is la- or click on the icon.
beling software available from Sharp Packaging Sys- 2. Fill out the Label Setup tab of the Label Setup
tems. This software can be used for creating text, bar dialog box. The following are some recommended
codes, graphics, lines, and boxes. For more detailed settings for this tab.
instructions on using Labelview™ refer to the Help
section within the software. Print Speed – Start at 8 and adjust for optimal print
quality. (Range is 2 – 11.5)
Note: Software other than Labelview™ may require
different settings. Temperature – Start at 12 and adjust for optimal print
quality. (Range is 0 -30)
Once Labelview™ is installed on your PC, perform the
following steps. 3. Click on the Options tab and fill in the boxes. The
following are some recommended settings for the
SELECTING A LABEL PRINTER options tab.
1. Go to File + Select Printer. Print Rotation – Normal
®
2. Choose the Datamax DMX I-4212printer from the Label Stock – Non Inventory
list.
Sensor Type – Continuous
Cut – Don’t Cut
Dots per Inch – 203
Back Feed – 0
Increment Method – Printer
Note: Label names and paths can contain up to
250 characters. Longer path and file names are
not supported.
4. Click OK.
ADDING FIELDS TO LABELS
Adding any field to a label involves all of the same
3. If the Datamax® driver is not in the list select In-
steps.
stall.
Adding Text
4. Select the Datamax® DMX I-4212 and click install.
1. Click on the button.
5. Click Close.
2. Non-Resizable means the picture cannot be
6. Click OK. changed.
CONFIGURING LABELVIEW™ 3. Pictures = Specify the name of the picture file you
wish to insert.
1. Go to Options + Configuration.
4. Preview = Check this box to see a thumbnail of
2. Under the General tab, uncheck all of the boxes
the full picture before you place it on
except TrueType Fonts as Graphics.
the label.
SX™ Operator Manual© 4-3 Original Printed in English
PRINTER CONTROLS
PRINTER
BOXES / LINES
Click on the or the button.
When you add a line to the label, it will first appear in
a default size set by the program. Click on and drag
the handles provided to resize the object. Clicking on
the item where there is no handle will allow you to
drag it to a new location on the label. When adding a
box, you will be asked to define the horizontal and
vertical widths of the lines before placing it on the la-
bel.
SAVING A LABEL
1. Go to File + Save.
2. You will be prompted to enter the name of the la-
bel. You must also specify where you want the
format to be saved; which drive and directory. This
operation is identical to saving files from any other
Windows program. The maximum length allowed
for the path and the file name is 255 characters
altogether.
3. Click the OK button to save the label and return to
the main screen.
Note: You only need to specify the name and location
the first time you save. Thereafter, the label will al-
ways use that name and location. To change either
value, go to File + Save As.
DOWNLOADING LABELS TO PRINTER
Note: The required serial or parallel cables for down-
loading labels to the printer are not provided.
1. Within Labelview™, select File + Open.
2. Select the label to be printed. Click OK.
3. Go to File + Print.
4. In the Quick Printing dialog box choose the quanti-
ty of labels to be printed and choose Print.
5. A small printing dialog box will appear. When this
box disappears the downloading is complete.
6. The printer display will change from READY to
WAITING FOR SIGNAL.
7. Cycle the machine.
SX™ Operator Manual© 4-4 Original Printed in English
FAULT & ALERT MANAGEMENT
HMI FAULT MANAGEMENT
All fault and alert messages appear at the bottom of most screens in a single line of text. Messages alternate
through a technique known as “Round Robin Display”. Each active message appears for 3 seconds and then the
display goes to the next. Thus if there were 3 active messages, all 3 would be displayed every 9 seconds.
Fault Messages
Faults are defined as an error condition that will stop the bagger and prevent subsequent cycles from occurring
as long as the fault persists. Faults must be corrected and then reset from the HMI using the Reset Button.
Faults are first indicated by the red banner at the bottom of all screens.
CAUSE: There is no film in the machine or the film is not being detected by the bag edge photo-eye
REMEDY: Position the film over the eye and reset the fault.
CAUSE: Consecutive Bad Read Counter = Barcode Fault Setting
REMEDY: There is a problem with the Barcode Scanner. The taught label is not the same as the printed label or
The print quality of the label is poor and cannot be read.
CAUSE: Safety light curtain was broken while the bagger was in cycle.
REMEDY: Operators must wait until the bagger cycle is completed before loading parts.
CAUSE: The Actual Number of Parts loaded into the open bag exceeded the Target Count.
REMEDY: The Filling device is delivering parts after the “Ready For Filler” switched off, or the filling device deliv-
ered multiple parts in a single charge and those parts were counted by the counting device. i.e. light curtain,
photo-eye, etc. Close examination of the filler and filling process is required to correct the condition.
CAUSE: The Lower Print Head PLC output O-05 was turned on, but failed to make the lowered switch failed to
turn on the Print Head Lowered Input I-05.
REMEDY: Lower Print Head Solenoid may have failed or proximity sensor is not positioned correctly with the
target. Check PLC I/O circuits.
SX™ Operator Manual© 5-1 Original Printed in English
FAULT & ALERT MANAGEMENT
HMI FAULT MANAGEMENT
CAUSE: The Lower Print Head PLC output O-05 was turned off, but Input I-05 stayed on.
REMEDY: Lower Print Head Solenoid may have failed or proximity sensor is not positioned correctly with the
target. Check PLC I/O circuits.
CAUSE: The Jaw Axis detected a motion fault
REMEDY: Reset the fault. If problem persists, rehome the Jaw.
CAUSE: The Film Axis detected a motion fault
REMEDY: Reset the fault. If problem persists, lower the Feed Speed setting.
CAUSE: The commanded motion did not complete before the fault timer expired. The Jaw Closed Sensor must
change states as the jaw moves in to the sealing position. Also the Jaw may have mechanically lost its position.
REMEDY: Reset the fault and Rehome the Jaw.
CAUSE: The pressure bar attempted to close, but was blocked by an obstruction.
REMEDY: This is usually a part that did not drop past the pressure bar. Increase the Filler Drop Timer setting.
CAUSE: The Bag Edge Photo-eye did not detect the trailing edge of the film as the web was backing up.
REMEDY: Check that the Photo-eye is correctly sensing the film in front of it.
It should only turn on when it sees the film in front of it. It should turn off just as the trailing edge of the film un-
blocks the eye. The eye may need to be taught from the service screen or it might need to be cleaned.
CAUSE: The Jaw Homing Cycle could not be completed or the cycle was stopped by the Operator.
REMEDY: The Jaw Closed sensor may be inoperative or there may be a physical obstruction between the Jaw
and the bagger frame that does not activate the Jaw Obstruction sensors.
SX™ Operator Manual© 5-2 Original Printed in English
FAULT & ALERT MANAGEMENT
HMI ALERT MANAGEMENT
Alert Messages
Alert messages are displayed in yellow and will not generally stop a bagger cycle, though they can inhibit start-
ing the cycle. Alerts are intended to inform the operator of an event or status of the machine. Alerts can be con-
sidered minor faults in some cases and may require the operator to intervene.
CAUSE: The batch counter actual value has reached the target count. This alert will not interrupt the bagger
cycle, but subsequent cycles are not possible until the Alert has been reset.
REMEDY: Batch is done. Reset and bagger is free to cycle again.
CAUSE: The bagger has signaled the filler machine that it is ready to accept product and is waiting for the filler
to trigger the next bagger cycle.
REMEDY: Filler must complete the delivery of product and turn on the Filler Trigger input.
CAUSE: The bagger requested a print from the printer, but the printer has not responded with “Printer Busy”
REMEDY: Printer does not have a label loaded or there is an I/O communications problem between the PLC
and the Printer. Check “Printer Data Ready” Input 02
CAUSE: The Jaw Stepper Motor must be homed before it can operate
REMEDY: Remove bag from Sealing Area. Press “Home Jaw” button located on Dashboard Screen. Jaw will go
through homing cycle and when completed, this message will automatically clear.
CAUSE: The bagger is in Filler Mode. The operator must cycle out the first bag to activate the filler cycle.
REMEDY: Cycle Start input required by operator. This can be from the HMI screen, Foot Switch, etc.
CAUSE: The bagger has not passed the QA Test of 1000 cycles without a fault.
REMEDY: Assembly must complete QA Test. Message will clear when test has passed.
SX™ Operator Manual© 5-3 Original Printed in English
FAULT & ALERT MANAGEMENT
PRINTER FAULTS
All printer functions are internally monitored. When a problem (Fault) or a potential problem (Warning) is detect-
ed, a corresponding message will appear in the display. Fault messages receive the highest display priority . if
more the one fault is detected the display will cycle between messages.
Note : To return to normal operation following a fault, the fault must be corrected and then the ‘FEED’ key must
be pressed to clear the condition.
Display Message Description Possible Solution (s)
Try cycling the printer power ‘Off’
The printer has detected a drop in
24V OUT OFF TOLERANCE and ‘On’. If the fault does not clear,
the 24-volt power supply.
call for service.
Cycling the printer power ‘OFF’ and
The printer has detected an analog
ADC FAULT ‘ON’. If the fault does not clear, call
to digital circuit converter failure
for service.
Cycling the printer power ‘OFF’ and
The printer has detected a direct
DMA FAULT ‘ON’. If the fault does not clear, call
memory access failure
for service.
Turn off the printer and wait until the
The printer has shutdown to allow
TEMPERATURE FAULT printhead cools to prevent perma-
the printhead temperature to cool
nent damage.
Cycling the printer power ‘OFF’ and
The printer has detected a problem
PRINT ENGINE FAULT ‘ON’ if the fault does not clear call
within the print logic
for service.
The scheduled printhead cleaning
has been exceeded by the amount Press and hold the ‘TEST’ key or
HEAD CLEANING FAULT
equal to three times the pre- select ‘CLEAN HEAD NOW’
programmed distance
Load Media.
OUT OF STOCK The printer cannot detect media.
Ensure that the labels are passing
through the media sensor.
The printer was powered-off or reset
Press the ‘FEED’ key attempt to
during a ribbon, out of stock fault.
identify and then clear the fault.
POSITION FAULT
The printer was unable to complete
If necessary, calibrate the printer.
the media calibration.
Try cycling the printer power ‘OFF
The system has detected a RAM
RAM FAULT and ‘ON’, if fault does not clear call
failure.
for service.
The printer power switch was
Power has been removed and shut- turned ‘OFF’; the line fuse has been
GOODBYE
down is in progress. blown. Or AC line voltage has been
lost.
To save your changes, send the
The host has pending configuration
host reset command (in DPL) or to
HOST CHANGES PENDING changes that will not take effect until
discard changes press and hold
a ‘Host Reset Command’ is issued.
‘CANCEL’ key for 4 seconds.
SX™ Operator Manual© 5-4 Original Printed in English
FAULT & ALERT MANAGEMENT
PRINTER FAULTS
Display Message Description Possible Solution (s)
The printer has detected defective Replace the printhead. If the print
DOT FAILURE
printhead elements. quality becomes unacceptable.
The printer was unable to save set- Possible faulty main logic card. If the
RTC RAM FAILURE
tings in permanent memory. condition persists, call for service.
LABEL SENT TO PRINTER. BUT Check the cable between computer
No label sent to printer.
PRINTER STILL SAYS ‘READY’ and printer control box.
Plug-in power cable.
Power cable unplugged.
PRINTER WILL NOT TURN ON Turn-on power switch on front of
Power switch off.
printer control box.
Printer not on. Press reset on Bagger, and then turn
BAGGER DISPLAYS ‘ WAITING FOR on printer control box.
PRINTER’ MESSAGE No labels in printer. Load labels into printer.
Printer cables are loose. Check printer cables.
PRINTER CONTROL BOX DISPLAY Push and hold the far left button on
LIGHTS-UP. BUT NO TEXT ON Contrast turned down. the printer control box until text is
SCREEN shown.
1. Lose cables.
Reseat printer cables.
PRINTER CYCLES BUT NOTHING IS 2. Ribbon empty.
Replace ribbon.
PRINTED ON BAG 3. Ribbon installed incorrectly.
Install Ribbon Correctly.
1. Improperly sized ribbon spool. 1. Use only 1”ID spools of ribbon.
RIBBON FAULT
2. Out of ribbon. 2. Install new spool of ribbon.
1. ‘START OF PRINT’ set to ‘ACTIVE Set ‘START OF PRINT’ to ‘ACTIVE
HIGH’. LOW’, .
PRINTER CONTINUALLY PRINTS
2. Relay #2 or #4 in printer control Replace defective relay.
LABELS
box defective.
3. ‘END OF PRINT’ set to ‘ACTIVE Set ‘END OF PRINT’ to ‘ACTIVE
HIGH’. LOW’
Printer not set to ‘CONTINUOUS’ in
Set printer to ‘CONTINUES’ in printer
printer control box or Labelview.
PRINTER PRINTS ONE LABEL AND control box and Labelview.
THEN FEEDS OUT MULTIPLE BAGS
‘END OF PRINT’ set to ‘ACTIVE
Set end of print to ‘ACTIVE LOW’.
HIGH’.
LABEL LOADS IN PRINTER, BUT Printer cabling loose. Check printer cabling.
‘WAITING FOR PRINTER’ ERROR Printer control box off. Turn printer control box on.
SHOWN ON BAGGER GPIO cable unplugged. Plug-in GPIO cable.
1. Printhead out of adjustment. Adjust printhead.
PRINTER CYCLES ,BUT LABEL IS
BLANK
2. Check printer for ribbon. Install new ribbon.
SX™ Operator Manual© 5-5 Original Printed in English
FAULT & ALERT MANAGEMENT
PRINTER FAULTS
Display Message Description Possible Solution (s)
RIBBON FEEDS OUT THOUGH Ribbon take-up motor not spinning. Check ribbon take-up motor wiring.
FRONT OF PRINTER Clutch Pressure. Increase clutch pressure.
Heat setting in Labelview set too Decrease heat setting in Labelview.
high. Make sure printer cables are secure.
4. Loose printer cables.
PRINTER KEEPS PRINTING SAME Old print jobs not canceled. Cancel print job. Press ’Cancel’, ’Yes’,
LABEL ’Pause’ until printer control box dis-
plays ‘READY’.
PRINTED LABEL MISSING LINES Dirty Printhead. Clean printhead
OF PRINT Loose printer cables. Make sure printer cables are secure.
Clean platen roller.
Printhead Defective.
Dirty platen roller.
LARGE PORTION OF LABEL MISS- Printhead out of adjustment. Adjust printhead.
ING Loose printer cables. Check printer cables.
SX™ Operator Manual© 5-6 Original Printed in English
APPENDIX
SETTINGS SUMMARY
This section list the range of each setting and an Initial Print Speed
value if applicable. Note: The initial settings are only Range: 2.00 – 12.00 in/sec
applicable during the first time power up of the bagger.
Initial: 6 in/sec
Bag Length
Print Length
4.00-20.00”
Range: 0.5-10.00 in.
Initial: 6.0”
Initial: 2 in.
Seal Offset
Consecutive Bags
Range: 0.00 – 2.00”
Range: 2-20
Initial: 0.00”
Initial: 2
Seal Dwell
Range: 0.00 – 0.40 sec
Initial: 0.25 sec
Seal Cooling Time
Range: 0.00-2.00
Feed Speed
Range: 4.00 – 30.00 In/Sec
Initial: 10.00 In/Sec
Filler Drop Time
Range: 0.00 – 9.99 sec
Initial: none
Auto Load Dwell
Range: 0.00 – 5.00 sec
Initial: 0.00
Batch Counter
Range: 2 – 9999
Initial: 3
Parts Counter
Range: 1 – 999
Initial: 3
SX™ Operator Manual© 6-1 Original Printed in English
APPENDIX
WARRANTY
SHARP PACKAGING SYSTEMS ("SHARP")
STANDARD TERMS AND CONDITIONS FOR PACKAGING MACHINERY
By placing an order, Buyer agrees to the following terms and conditions:
1. TERMS OF PAYMENT: Cash in lawful U.S. currency payable as follows: For base machinery w/o automatic in-feed devices, (2/3) of net price with the
order and the final (1/3) of net price within thirty (30) days after shipment. For all custom systems and systems with automatic in-feed devices, (50%) of net
price with the order, (40%) of net price prior to shipment and (10%) of net price within thirty (30) days after shipment. In addition to any other remedy of
Sharp hereunder, if the final payment is not received by Sharp within thirty (30) days after shipment, Buyer shall pay interest thereafter at the rate of eight-
een (18) percent per year or the maximum rate permitted by law, whichever is less.
2. SHIPMENT: All prices are f.o.b. Sharp's plant in Sussex, Wisconsin. Method and route of shipment are at Sharp's discretion and freight is prepaid and
added to Buyer's invoice unless Buyer supplies to Sharp explicit written instructions as to method and route of shipment in which case freight is billed
collect. All shipments are insured at Buyer's expense and made at Buyer's risk.
3. DELIVERY: Shipping promises are made in good faith. Shipping dates appearing on acknowledgments or orders, or given Buyer in any other manner,
are approximate. When Buyer delays in supplying information necessary to proceed with the order, the date of shipment may be extended accordingly and
determined by the conditions of Sharp's factory at the time specifications are completed. Sharp shall not be liable for any failure or delay of delivery or
performance of this order due to causes beyond its reasonable control. The existence of such causes of delay shall extend the time for delivery or perfor-
mance of this order by the period of time lost for such reasons unless Sharp and Buyer shall have otherwise expressly agreed in writing.
4. QUOTATIONS AND PRICES: Sharp's written quotations of prices automatically expire thirty (30) calendar days from the date issued and are subject to
change or to termination by notice within the period. Clerical errors are subject to correction.
5. TITLE: RIGHTS RESERVED UNTIL PAYMENT: Until payment of the entire purchase price of the machine purchased: (a) ownership title shall remain in
Sharp; (b) Buyer shall not sell, pledge, mortgage or otherwise encumber the machine or permit the machine to be encumbered, shall not remove the ma-
chine from its premises, shall protect and keep insured the machine at Buyer's expense (with proceeds payable to Sharp as its interest appears) against
injury, loss or destruction, and shall execute and file such Financing Statement as to the property under the Uniform Commercial Code as Sharp shall
reasonably request. No injury, loss or destruction of the machine after delivery to Buyer shall release Buyer from its obligation to pay Sharp the entire
purchase price. Upon receipt by Sharp of payment of the entire purchase price for the machine, title shall automatically vest in Buyer and Sharp will exe-
cute releases or other documents as Buyer may request to confirm that fact.
6. DEFAULT: On cancellation of the order by Buyer or default by Buyer in any payment of the price or in the performance of any terms or conditions imposed
on Buyer herein, Sharp, without notice, may (a) take immediate possession of the machine as Sharp's own individual and sole property, free and clear of
any claim by Buyer, and retain any and all payments made as liquidated damages for Sharp's lost profits, any use of the machine by Buyer, any deprecia-
tion of the machine, and any expense to Sharp of taking possession of the machine; or (b) take immediate possession of the machine and sell the ma-
chine, without notice, in which case the proceeds of sale shall be applied on the unpaid balance of the price and expenses to Sharp of taking possession,
storage and resale. If the proceeds of the resale do not equal the portion of the price remaining unpaid and the expenses to Sharp of taking possession,
storage and resale, Buyer agrees to promptly pay to Sharp any deficiency. Buyer hereby irrevocably grants to Sharp, or Sharp's agents or servants, the
right to enter at any time, with or without force, any premises in which the machine may be located, and the right to examine or take possession of the
machine. Buyer waives any right of action, which might accrue by reason of the entry, or the taking of possession of the machine.
7. TAXES: Sharp's prices do not include sale, use, excise or similar taxes or charges now or hereafter imposed. The amount of any such taxes or charges
shall be paid by Buyer, or in lieu thereof, Buyer shall provide Sharp with a tax exemption certificate acceptable to the taxing authorities.
8. LIMITED WARRANTY: Sharp warrants to the original Buyer only that each new machine will be free from defects in material and workmanship, when
properly maintained and under normal use and service, subject to the terms of this warranty. Buyer's sole and exclusive remedy under this warranty shall
be limited to repair or replacement, at Sharp's option, of any defective part of the machine which is returned, transportation prepaid, to Sharp's authorized
service center within the warranty period. The warranty starts on the date the machine is delivered to the original Buyer and expires one (1) year for parts,
and ninety (90) days for labor, after that date. Buyer, at Sharp's request, shall provide documents establishing the delivery date. Exclusions: This war-
ranty shall not apply to: (a) any machine subjected to misuse, abuse, or accident; (b) damage in transit or from external sources; (c) overloading of ma-
chine capacity; (d) failures which are due to a lack of proper maintenance or care as prescribed in the operating and maintenance instructions; (e) normal
wear and tear or relatively minor adjustments; (f) replacement of consumable items (including, but not limited to, heating elements, silicon pads and Teflon
cloth/tape); (g) repairs or alterations performed by any organization other than Sharp or Sharp's authorized service centers and (h) parts, accessories, or
other items manufactured by others which are in any way used and/or installed in or on the machine; such machine components may be covered under
their own manufacturer's warranties. THIS WARRANTY IS EXCLUSIVE AND IN LIEU OF ANY AND ALL OTHER EXPRESS OR IMPLIED WARRAN-
TIES, WHETHER WRITTEN, ORAL OR IMPLIED, INCLUDING ANY IMPLIED WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR
PURPOSE. THIS WARRANTY SHALL CONSTITUTE THE SOLE REMEDY OF BUYER AND THE SOLE LIABILITY OF SHARP, WHETHER IN CON-
TRACT, TORT OR STRICT LIABILITY. IN NO EVENT SHALL SHARP BE LIABLE FOR ANY LOSS PROFITS OR OTHER INCIDENTAL, CONSEQUEN-
TIAL, OR PUNITIVE DAMAGES ARISING OUT OF, RELATED TO, OR CONNECTED WITH THE FURNISHING, PERFORMANCE, USE OF OR INABIL-
ITY TO USE THE MACHINE, EVEN IF SHARP HAS BEEN ADVISED OF THE POSSIBILITY OF SUCH DAMAGES, OR FOR ANY CLAIM AGAINST
BUYER BY ANY OTHER PARTY. Buyer shall give written notice to Sharp of any alleged failure or refusal of Sharp to repair or replace as promised by this
warranty within fifteen (15) days after Buyer learns of the alleged failure or refusal. If Buyer fails to do so, this warranty shall be void as to the alleged
failure or refusal. No action for breach of this warranty shall be commenced more than one year after the cause of action accrues. No modification of this
warranty or waiver of its terms shall be binding on Sharp unless approved in writing by an authorized corporate officer of Sharp. This warranty is the entire
warranty given by Sharp on the machine and supersedes any prior statements or representations.
9. INDEMNIFICATION: Buyer agrees to indemnify and hold Sharp harmless from all claims, demands, losses, damages, costs and expenses, including legal
fees, arising out of: (a) any machine subjected to misuse, abuse, or accident; (b) damage in transit or from external sources; (c) overloading of machine
capacity; (d) failures which are due to a lack of proper maintenance or care as prescribed in the operating and maintenance instructions; (e) normal wear
and tear or relatively minor adjustments; (f) replacement of consumable items (including, but not limited to, heating elements, silicon pads and teflon cloth/
tape); (g) repairs or alterations performed by any organization other than Sharp or Sharp's authorized service centers and (h) parts, accessories, or other
items manufactured by others which are in any way used and/or installed in or on the machine.
10. COLLECTION: If Sharp commences any action against buyer to collect any amount due from Buyer to Sharp in connection with the order, Buyer shall pay
Sharp’s costs of collection, including reasonable attorneys’ fees, whether incurred before or after judgment.
11. GENERAL: The "Agreement" means only the provisions of these Standard Terms and Conditions. Acceptance of Buyer's order is expressly made condi-
tional on Buyer’s assent to these Standard Terms and Conditions. The Agreement states the entire agreement of the parties concerning the order. The
Agreement supersedes all prior agreements, communications, and representations between Buyer and Sharp concerning the order, including any provi-
sions in any order or other form initiated by Buyer which are not expressly accepted by Sharp in writing. The Agreement may not be modified or amended
except by written agreement of Sharp signed by an authorized corporate officer of Sharp. Sharp's remedies under the Agreement shall be cumulative.
Sharp's election of one remedy shall not preclude pursuit of other remedies. Sharp's waiver of any right shall not prevent Sharp from exercising that right
subsequently. Any notice to Buyer shall be deemed given when (a) mailed to Buyer by first class mail at its last known address, or (b) transmitted to Buyer
by facsimile at its last known facsimile number, or (c) received by Buyer, whichever is first. If any part of the Agreement is invalid, the rest of the Agree-
ment shall remain in effect.
12. GOVERNING LAW AND FORUM: The Agreement shall be interpreted under and governed by the laws of the United States and the State of Wisconsin.
Any action arising out of, related to, or connected with the Agreement or machines sold under the Agreement shall be commenced only in the United
States District Court for the Eastern District of Wisconsin or the Circuit Court for Waukesha County, Wisconsin. Buyer consents to personal jurisdiction and
venue in such courts.
13.
Revised: November 27, 2006 Supersedes: July 19, 2006
Sharp Packaging Systems P.O. Box 124 Sussex, WI 53089 1-800-634-6359 FAX (262) 246-8885
SX™ Operator Manual© 6-2 Original Printed in English
REPLACEMENT PARTS
REPLACEMENT PARTS ORDER FORM
Spare or replacement parts can be purchased directly through Sharp Packaging or your local distributor. If
faxing or mailing in an order it must be accompanied by a hard copy purchase order. Please follow up with a
confirming telephone call. Cut off time for next day air shipments is 2:30 p.m. CST.
Sharp Packaging Systems RECOMMENDED SPARE PARTS
W233 N2800 Roundy Circle West
Suite 200 Check to Order
Pewaukee, WI 53072
Parts: 800-634-6359 (Ext. 571) PART NO. QTY. DESCRIPTION
Fax: 262-246-3387
(Please Fill in Boxes Below)
713713-01 ___ Fuse, 6.25A, 250V, 5 x 20mm
Customer Name: 961830-01 ___ Spare Parts Kit, Basic
712677-01 ___ Printhead, Thermal, 4” 203 dpi
869125-01 ___ Ribbon, Standard
Shipping Address: 869216-01 ___ Ribbon, Standard w/Core
713596-01 ___ Roller, Printer Platen
961838-01 ___ Sealer Kit, w/out Tools
706435-01 ___ Spring, Compression, Gripper Button
705522-01 ___ Spring, Compression, Nip Roller
Sharp Account Number:
706566-01 ___ Spring, Compression, Sealer
706565-01 ___ Spring, Compression, Stripper Plate
706622-01 ___ Spring, Printhead Cradle Latch
Model and Serial Number:
706968-01 ___ Spring, Unwind
707447-01 ___ Sensor, Inductive
700198-01 ___ Timing Belt, Motor (170XL037)
Shipping Method:
707734-01 ___ Timing Belt, Pressure Jaw
(560-8MGT-20)
712339-01 ___ Sensor, Retro-Reflective
(WLG4S-3E1134)
Purchase Order Number:
706446-01 ___ Timing Belt, Platen and Drive Roller
(80XL037)
713595-01 ___ Roller, Film Feed Drive
Other Information:
706549-01 ___ Timing Belt, Ribbon Rewind, Rewind
Shaft Side (88MXL025)
Copy this form, and then fax it to Sharp Packaging at the
number listed above.
SX™ Operator Manual© 6-3 Original Printed in English
CE CERTIFICATION
SX™ Operator Manual© 6-4 Original Printed in English
You might also like
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesFrom EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesRating: 5 out of 5 stars5/5 (1)
- Yea Sia S800 11 PDFDocument374 pagesYea Sia S800 11 PDFYoner VarelaNo ratings yet
- Series: User'S ManualDocument118 pagesSeries: User'S ManualJose CortesNo ratings yet
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsFrom EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsRating: 3.5 out of 5 stars3.5/5 (14)
- Sigma SGDB User's Manual (E) PDFDocument530 pagesSigma SGDB User's Manual (E) PDF류성하0% (1)
- SIEPYAICOM16Document68 pagesSIEPYAICOM16mssurajNo ratings yet
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Yaskawa Mechatrolink II 3Document24 pagesYaskawa Mechatrolink II 3Diana Amaya NatividadNo ratings yet
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingFrom EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNo ratings yet
- Yaskawa U1000Document118 pagesYaskawa U1000John ClarenceNo ratings yet
- Acoposinverter X64: Variable Speed Drives For Asynchronous Motors Installation ManualDocument35 pagesAcoposinverter X64: Variable Speed Drives For Asynchronous Motors Installation ManualroniNo ratings yet
- Altivar 312: Variable Speed Drives For Asynchronous Motors PROFIBUS DP Communication ManualDocument37 pagesAltivar 312: Variable Speed Drives For Asynchronous Motors PROFIBUS DP Communication ManualMarcos AldrovandiNo ratings yet
- Universal Kit Installation ManualDocument70 pagesUniversal Kit Installation Manualnelutuanv-1No ratings yet
- DeviceNet Communications ManualDocument363 pagesDeviceNet Communications ManualrmglezNo ratings yet
- User'S Manual: Mechatrolink Interface UnitDocument226 pagesUser'S Manual: Mechatrolink Interface UnitJerson Alfonso Agredo CastellanosNo ratings yet
- As 106042 Iv2 Um 867GB WW GB 2031 2Document426 pagesAs 106042 Iv2 Um 867GB WW GB 2031 2Gordon SmithNo ratings yet
- Altivar 310: Variable Speed Drives For Asynchronous Motors Modbus Communication ManualDocument28 pagesAltivar 310: Variable Speed Drives For Asynchronous Motors Modbus Communication Manualphyo7799No ratings yet
- Curso PLC Basico 8 HrsDocument121 pagesCurso PLC Basico 8 HrsCésaR SánchezNo ratings yet
- Drive Shiga p6 PDFDocument257 pagesDrive Shiga p6 PDFAlejandro Armendáriz PérezNo ratings yet
- House of The Dead Scarlet DawnDocument173 pagesHouse of The Dead Scarlet DawnJ JNo ratings yet
- ATV312 DeviceNet Manual S1A10387 02Document54 pagesATV312 DeviceNet Manual S1A10387 02Joni gNo ratings yet
- NX 100Document435 pagesNX 100dinhvanbkNo ratings yet
- Multi-Function Keypad "TP-G1-: Instruction ManualDocument64 pagesMulti-Function Keypad "TP-G1-: Instruction ManualjackyNo ratings yet
- Drive Acopo PacksysDocument119 pagesDrive Acopo PacksysIsraelNo ratings yet
- V Series: User'S Manual Operation of Digital OperatorDocument165 pagesV Series: User'S Manual Operation of Digital OperatorTFNo ratings yet
- User'S Manual: Model 3G3Fv-Pdrt1-Sinv1Document226 pagesUser'S Manual: Model 3G3Fv-Pdrt1-Sinv1Stek LabsNo ratings yet
- ICON TroubleshootingGuideDocument46 pagesICON TroubleshootingGuideEduardo AlvesNo ratings yet
- Ad Spdme Manual en 12-07 CDocument59 pagesAd Spdme Manual en 12-07 CMohamed AlkharashyNo ratings yet
- Single Loop Controller SDC15 User's Manual: "Installation & Configurations"Document208 pagesSingle Loop Controller SDC15 User's Manual: "Installation & Configurations"Phan Van SinhNo ratings yet
- IV Series IV-G Series: User's ManualDocument362 pagesIV Series IV-G Series: User's ManualJose FloresNo ratings yet
- As 103090 LS-9000 Um 15623GB WW GB 2110 2Document454 pagesAs 103090 LS-9000 Um 15623GB WW GB 2110 2Michelle Kozmik JirakNo ratings yet
- l13892 Towerdryer Quadratouchpro PDFDocument192 pagesl13892 Towerdryer Quadratouchpro PDFKukuh Tak TergoyahkanNo ratings yet
- Epson EPL-6200'6200L SMDocument204 pagesEpson EPL-6200'6200L SMnikola1660100% (2)
- IV-series-monitor Monitor Um 440gb GB WW 1027-3Document360 pagesIV-series-monitor Monitor Um 440gb GB WW 1027-3Quang DuyNo ratings yet
- KV-H20G: User's ManualDocument600 pagesKV-H20G: User's ManualTuấn NguyễnNo ratings yet
- Yasnac J300M Operating ManualDocument485 pagesYasnac J300M Operating Manualsasu octyNo ratings yet
- Teach YaskawaDocument493 pagesTeach YaskawaBotello JesusNo ratings yet
- XFB 01 BDocument70 pagesXFB 01 BnamsonrobotvietNo ratings yet
- CP SP 1150e 20 PDFDocument288 pagesCP SP 1150e 20 PDFHery FernandoNo ratings yet
- Epson Stylus NX510SX410TX210Document183 pagesEpson Stylus NX510SX410TX210eduardosce100% (1)
- How To Use This Manual: FORM 6295 Fourth EditionDocument40 pagesHow To Use This Manual: FORM 6295 Fourth Editionoscar trujilloNo ratings yet
- QD75M Training ManualDocument390 pagesQD75M Training ManualNguyen QuocNo ratings yet
- Pti PowerDocument80 pagesPti PowerbsrchandruNo ratings yet
- Up6 Manipulator System Manual PDFDocument656 pagesUp6 Manipulator System Manual PDFrapeisl100% (2)
- PDFDocument656 pagesPDFrapeisl100% (2)
- B&R - ACOPOSinverter P84 Installation Manual LP enDocument48 pagesB&R - ACOPOSinverter P84 Installation Manual LP enqsdfqsdfNo ratings yet
- ATV312 CANopen Manual BBV52819 03Document49 pagesATV312 CANopen Manual BBV52819 03Rafael BispoNo ratings yet
- Zaxis 200Document17 pagesZaxis 200Nugroho Tha Vaquest0% (2)
- XEC Hardware (090625) PDFDocument218 pagesXEC Hardware (090625) PDFLeandro José QueirozNo ratings yet
- Schneider Altivar ATV12 ManualDocument133 pagesSchneider Altivar ATV12 ManualE Pineda Yury100% (1)
- Naviknot 600SE-Operation Installation Service ManualDocument138 pagesNaviknot 600SE-Operation Installation Service ManualAdrianNo ratings yet
- ATV310 User Manual en EAV94277 07Document135 pagesATV310 User Manual en EAV94277 07kirtiraj gehlotNo ratings yet
- Technical DataDocument246 pagesTechnical DataABDUL GHAFOORNo ratings yet
- Kioti Daedong Nd80, Nd100, Nd130, Nd8d (E), Nd10d (E), Dt8d (E), Dt10d (E) Power Tillers Service ManualDocument19 pagesKioti Daedong Nd80, Nd100, Nd130, Nd8d (E), Nd10d (E), Dt8d (E), Dt10d (E) Power Tillers Service ManualLisakolyNo ratings yet
- ATV310 User Manual en EAV94277 08Document144 pagesATV310 User Manual en EAV94277 08yakup yasin yılmazNo ratings yet
- GX Configurator-AS Sh080291efDocument138 pagesGX Configurator-AS Sh080291efEyder Camilo Rojas CorredorNo ratings yet
- 1 A6951e21Document106 pages1 A6951e21AsdNo ratings yet
- As 117800 Iv-H2000ma Iv-H500ca Iv-H500ma Um 519GB WW GB 2031 8Document436 pagesAs 117800 Iv-H2000ma Iv-H500ca Iv-H500ma Um 519GB WW GB 2031 8Luis aNo ratings yet
- Fanuc CodeDocument11 pagesFanuc CoderlwersalNo ratings yet
- Toyota: Driving The Mainstream Market To Purchase Hybrid Electric VehiclesDocument21 pagesToyota: Driving The Mainstream Market To Purchase Hybrid Electric VehiclesArush BhatnagarNo ratings yet
- Brochure Mush Comb PDFDocument23 pagesBrochure Mush Comb PDFDeepak SharmaNo ratings yet
- 334 Test 4Document4 pages334 Test 4Kim AnhNo ratings yet
- Reinforced Concrete DesignDocument3 pagesReinforced Concrete DesignRodel100% (2)
- Matrix Stiffness Method for Structural AnalysisDocument141 pagesMatrix Stiffness Method for Structural AnalysisTamara Knox100% (1)
- May Fbb-150 Fortune NavigatorDocument14 pagesMay Fbb-150 Fortune NavigatorNgô Duy VũNo ratings yet
- Implementation of Shortest Path in Packet Switching Network Using Genetic AlgorithmDocument6 pagesImplementation of Shortest Path in Packet Switching Network Using Genetic Algorithmeditor_ijarcsseNo ratings yet
- Darshan WORDDocument28 pagesDarshan WORDTRILOCHANPRASADNo ratings yet
- Naukri RohinLohat (10y 0m) PDFDocument5 pagesNaukri RohinLohat (10y 0m) PDFayesha siddiquiNo ratings yet
- Linux Interview QuestionsDocument4 pagesLinux Interview QuestionsPaaventhan DharmarajanNo ratings yet
- Coil Caliburn GDocument1 pageCoil Caliburn GLukman Arsyanto WibowoNo ratings yet
- Pulp and Paper IndustryDocument6 pagesPulp and Paper IndustrySaad AhmedNo ratings yet
- Bil Jax 2622T - ManualDocument60 pagesBil Jax 2622T - ManualDuynamndk100% (1)
- Nero Soundtrax ManualDocument54 pagesNero Soundtrax ManualrbNo ratings yet
- John Deere 300GLC - T357633X19 Maintenance PlannerDocument2 pagesJohn Deere 300GLC - T357633X19 Maintenance PlannerGeorge PlishkoNo ratings yet
- Directional Drilling Short Answer Questions 2016Document7 pagesDirectional Drilling Short Answer Questions 2016AKSHAY SHEKHAWAT0% (2)
- Green Mark Manager 6 May 2019Document1 pageGreen Mark Manager 6 May 2019Haider Tyebally TyeballyNo ratings yet
- Civil HandbookDocument24 pagesCivil HandbookShubham Aggarwal100% (1)
- Annikken Andee User GuideDocument68 pagesAnnikken Andee User Guiderivamara5960100% (1)
- HT Processes GuideDocument16 pagesHT Processes GuideHukam ChandNo ratings yet
- 3Document2 pages3Marketing ResearchNo ratings yet
- Field Engineer ResumeDocument3 pagesField Engineer ResumesambhuNo ratings yet
- Surge Protection Device - Product Selection GuideDocument36 pagesSurge Protection Device - Product Selection GuideRahul DevaNo ratings yet
- Easyscan2 Short ManualDocument8 pagesEasyscan2 Short ManualRamon RelosaNo ratings yet
- Procedure System of Plant & Equipment ManagementDocument19 pagesProcedure System of Plant & Equipment ManagementImtiyaz Akhtar100% (1)
- Amzad Ali BillDocument2 pagesAmzad Ali BillAamir KhanNo ratings yet
- Phan Tich Bang Cong Cu PTBCC Chapter 10 Gas Chromatography (Cuuduongthancong - Com)Document86 pagesPhan Tich Bang Cong Cu PTBCC Chapter 10 Gas Chromatography (Cuuduongthancong - Com)Phong VõNo ratings yet
- Frame Generator PDFDocument13 pagesFrame Generator PDFWilly PeralesNo ratings yet
- BIR Revenue District Office DirectoryDocument35 pagesBIR Revenue District Office DirectorythesupersecretsecretNo ratings yet